週一至週五 8:00 - 17:00
0800-271-661
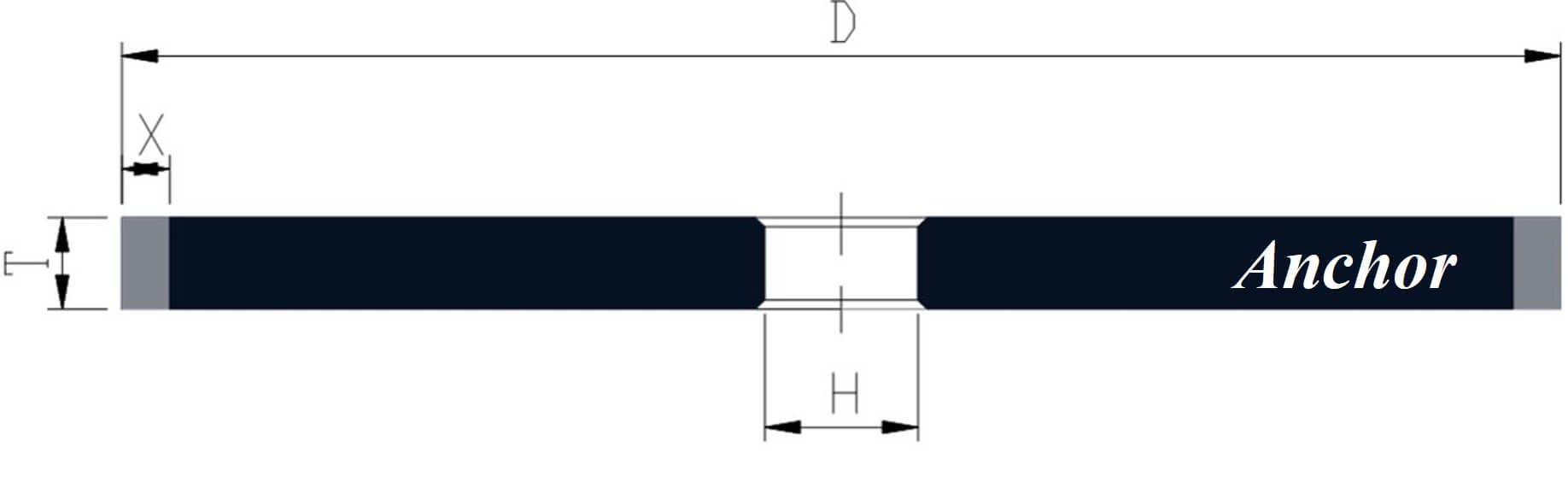
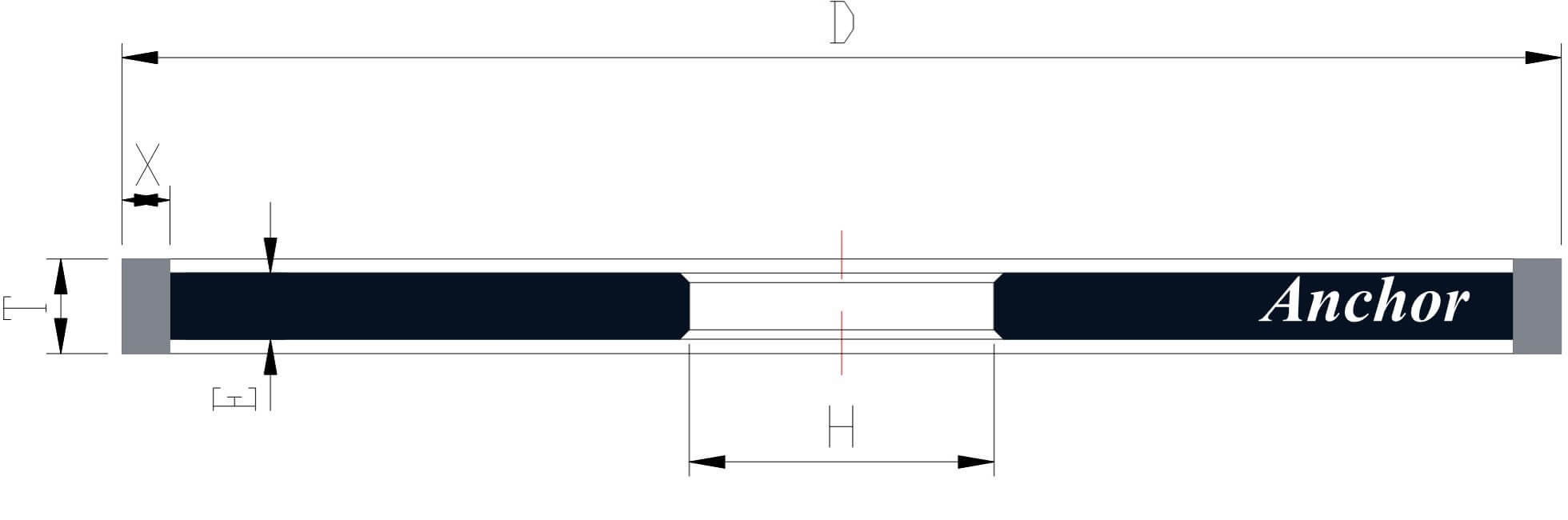
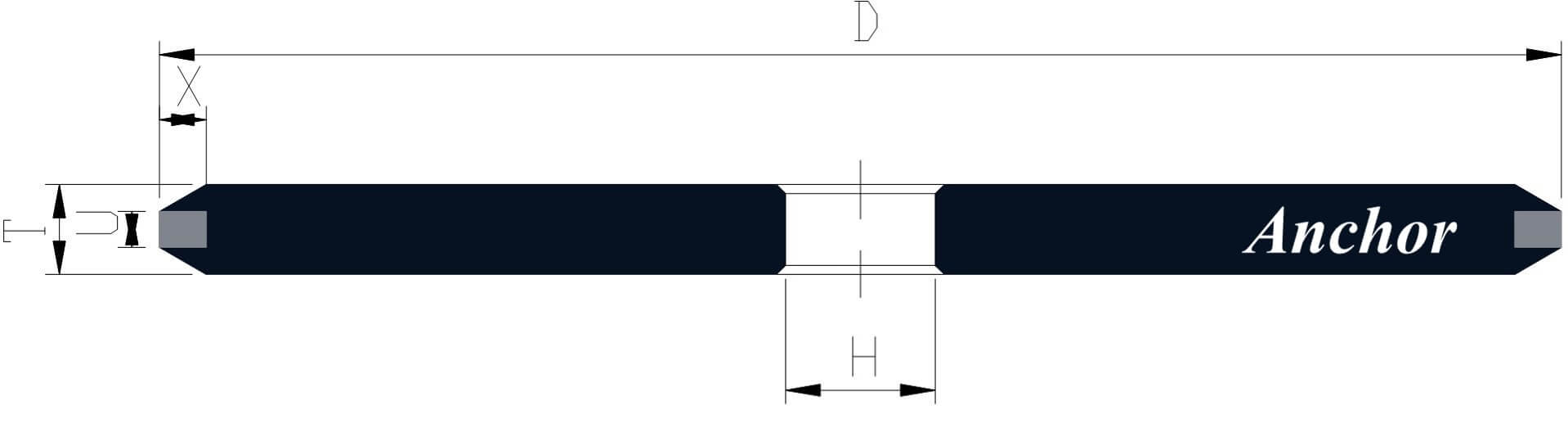
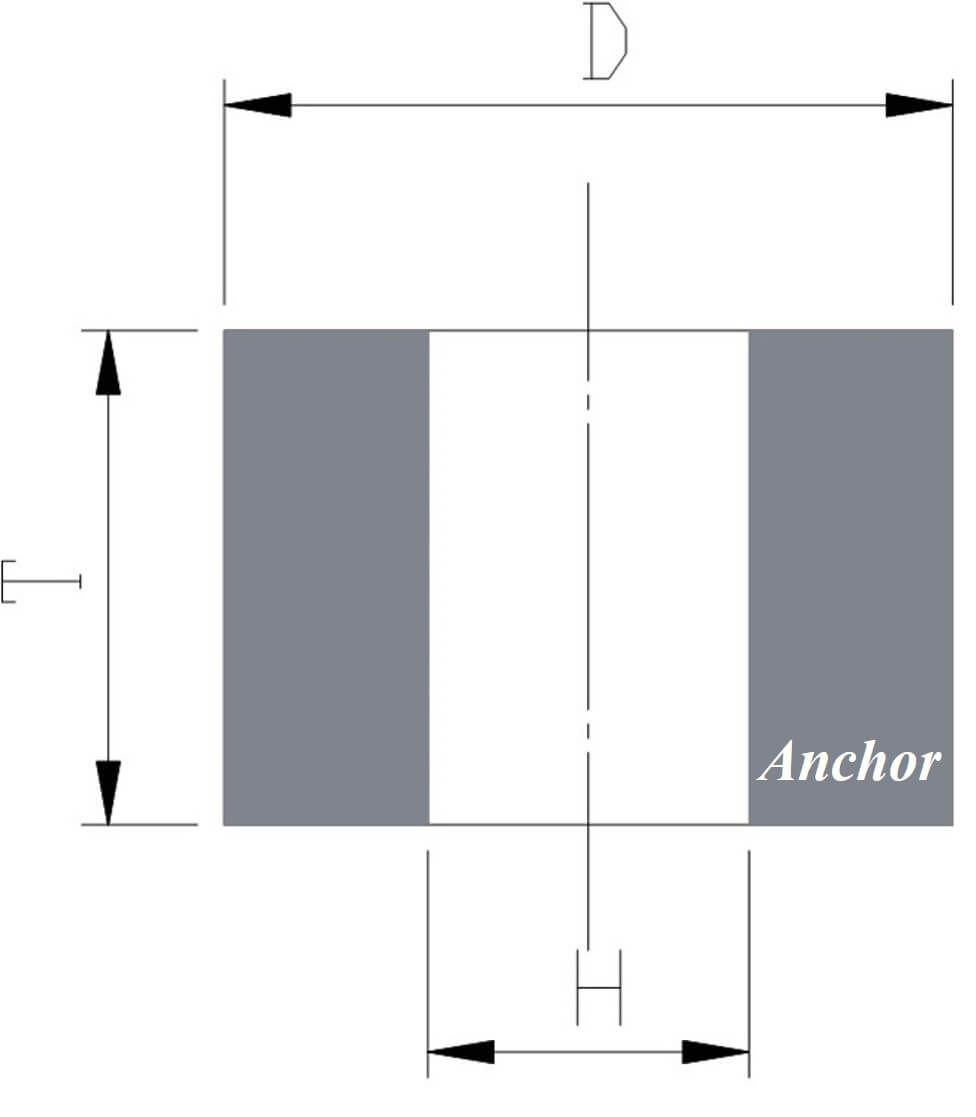
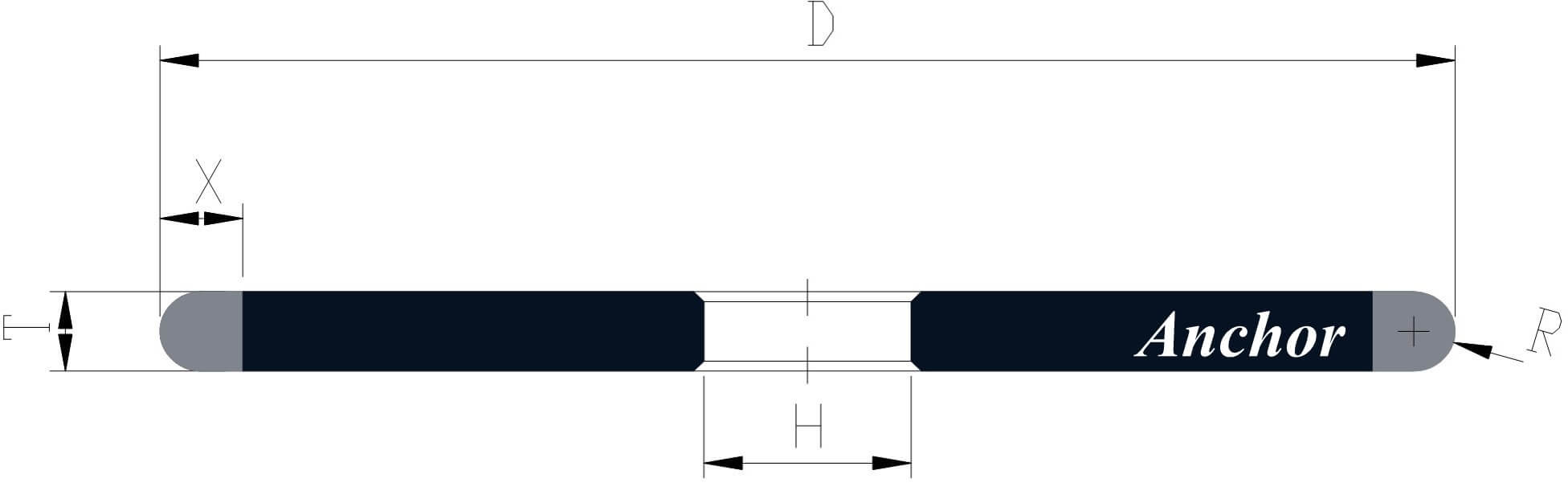
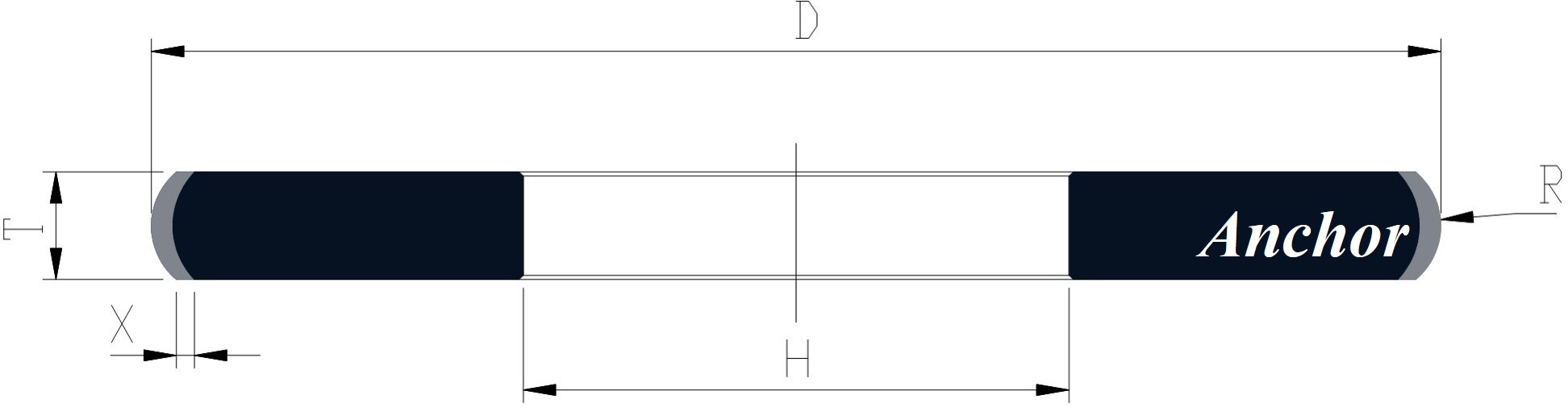
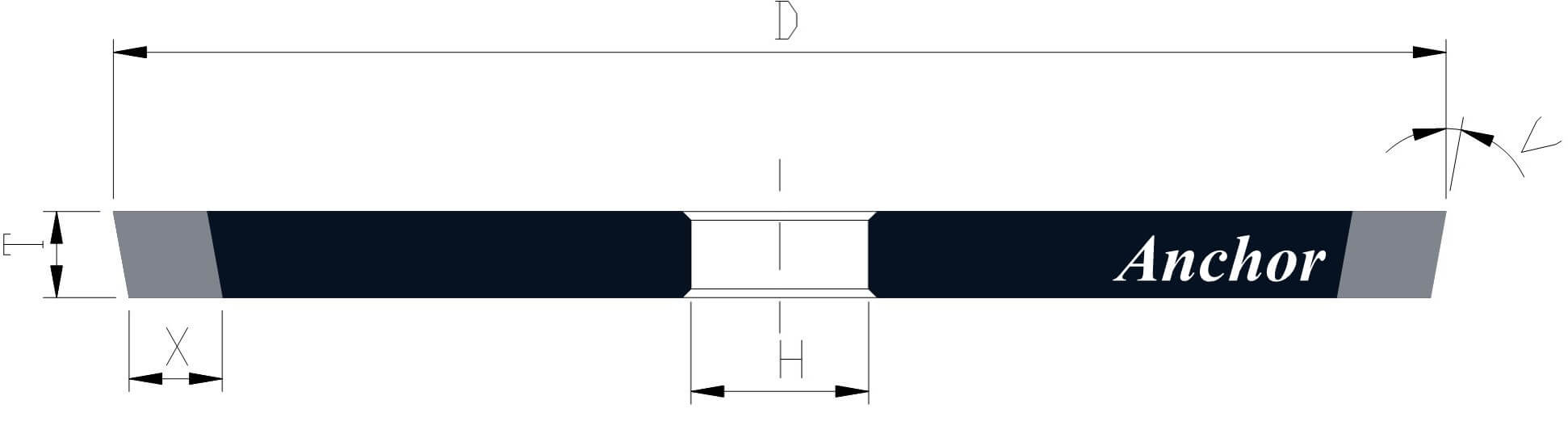
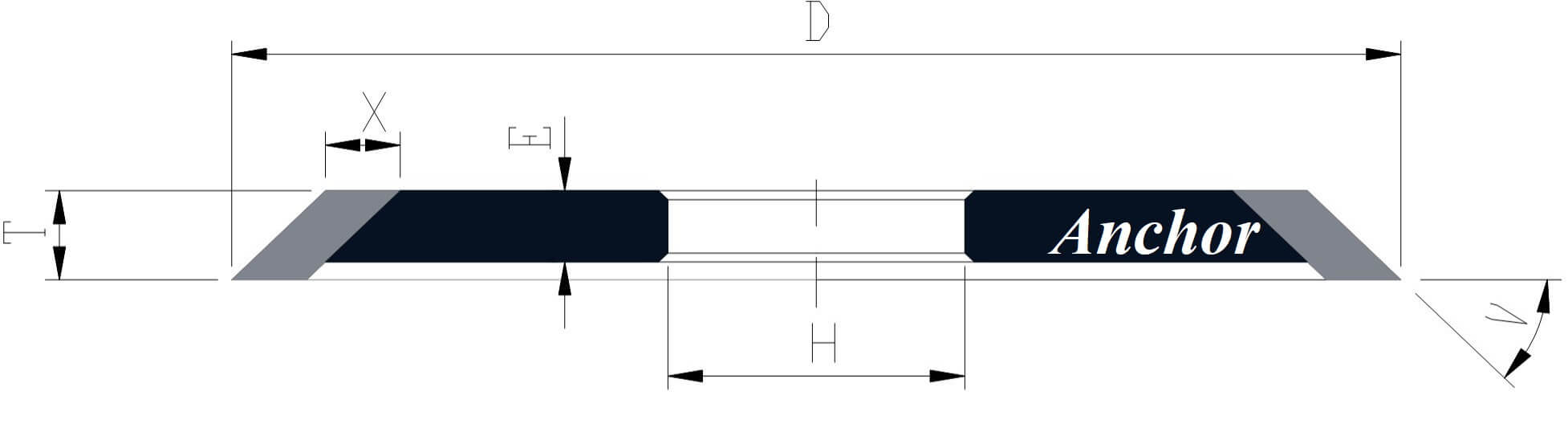
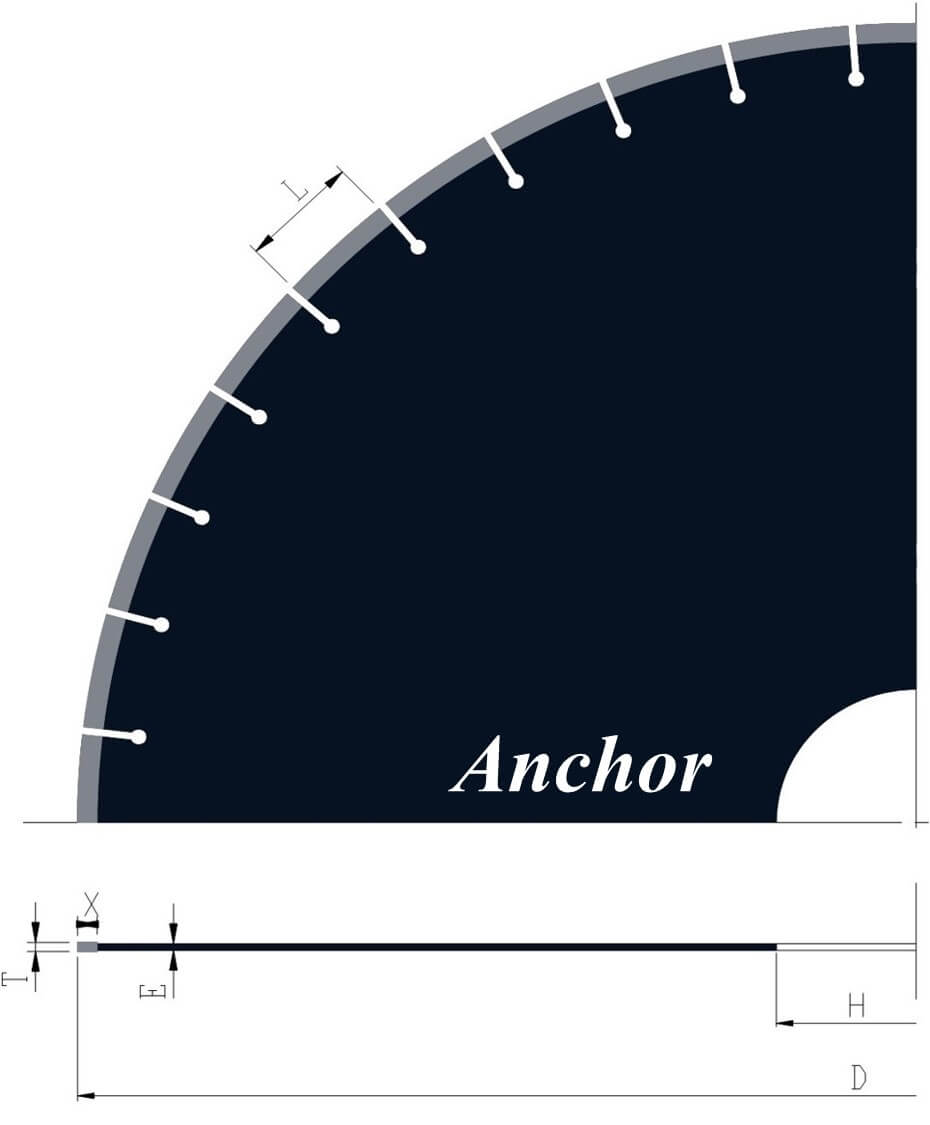
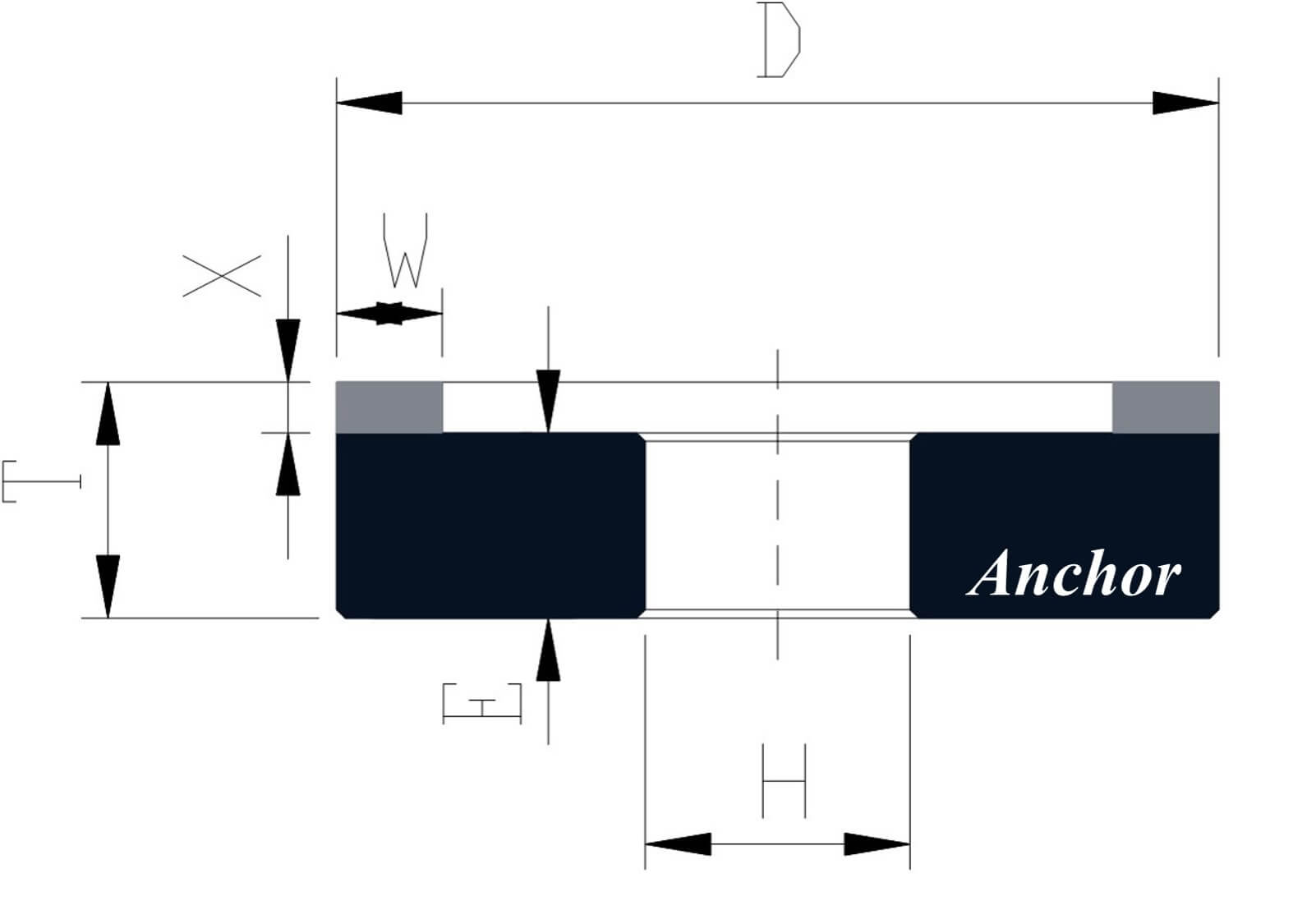
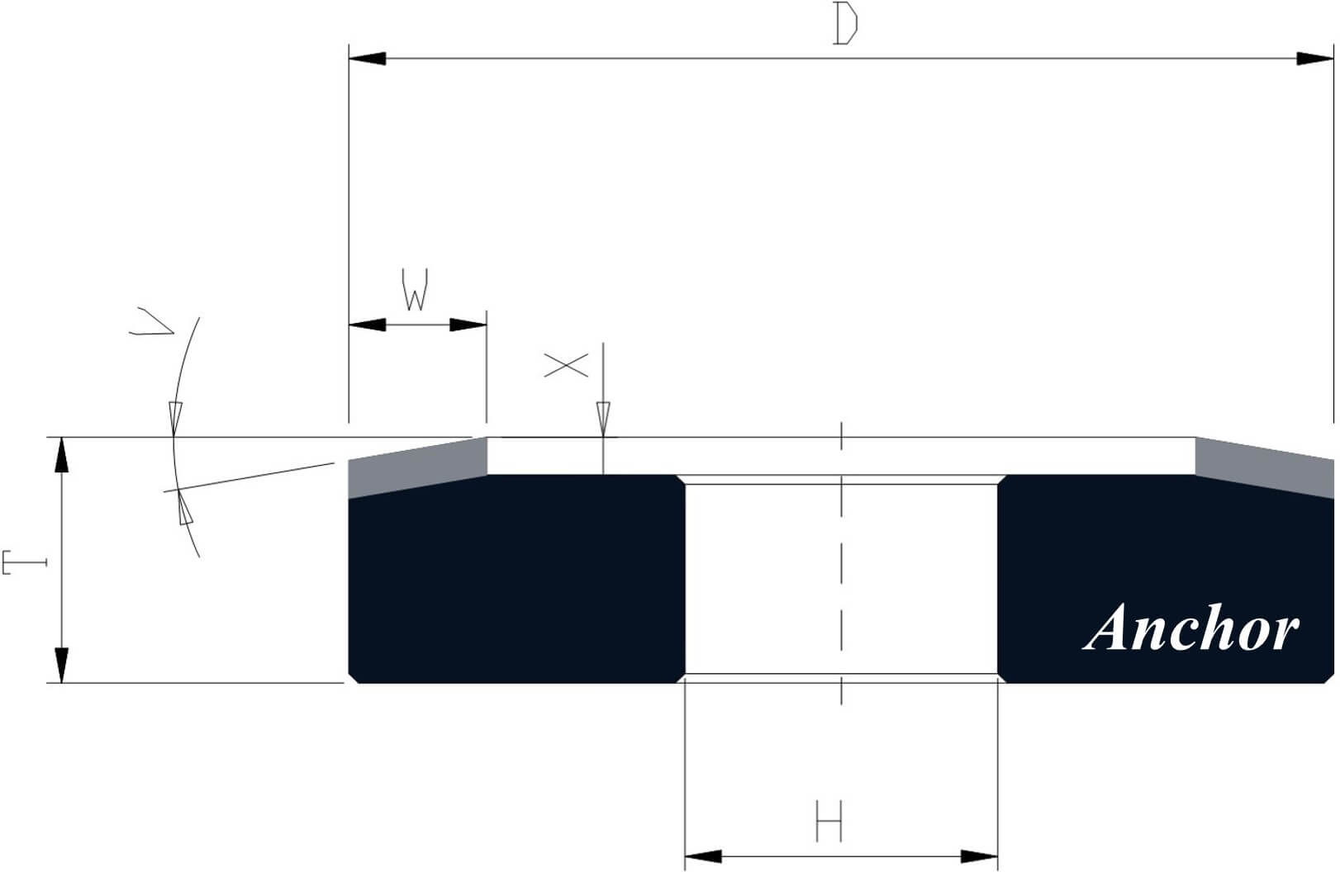
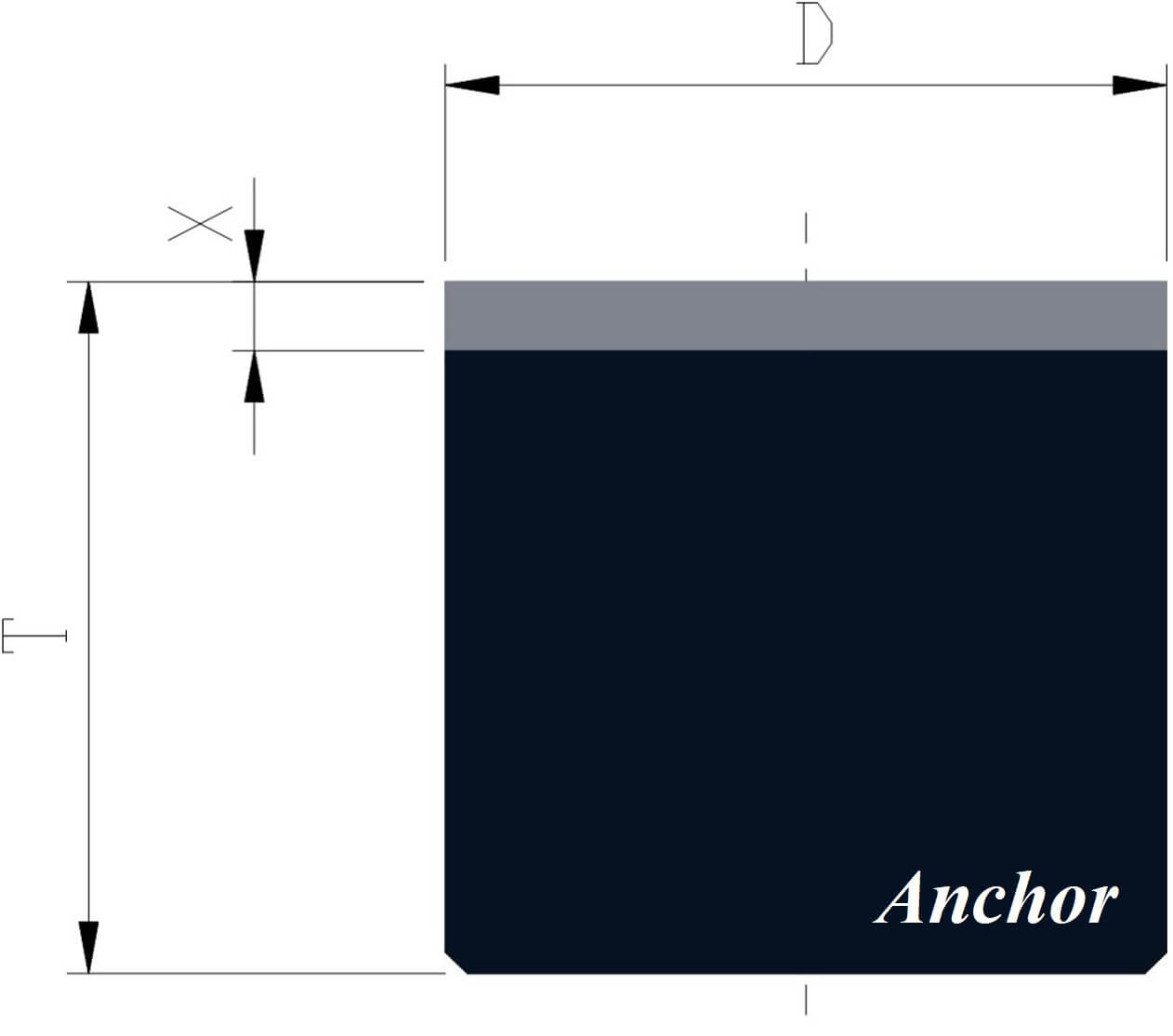
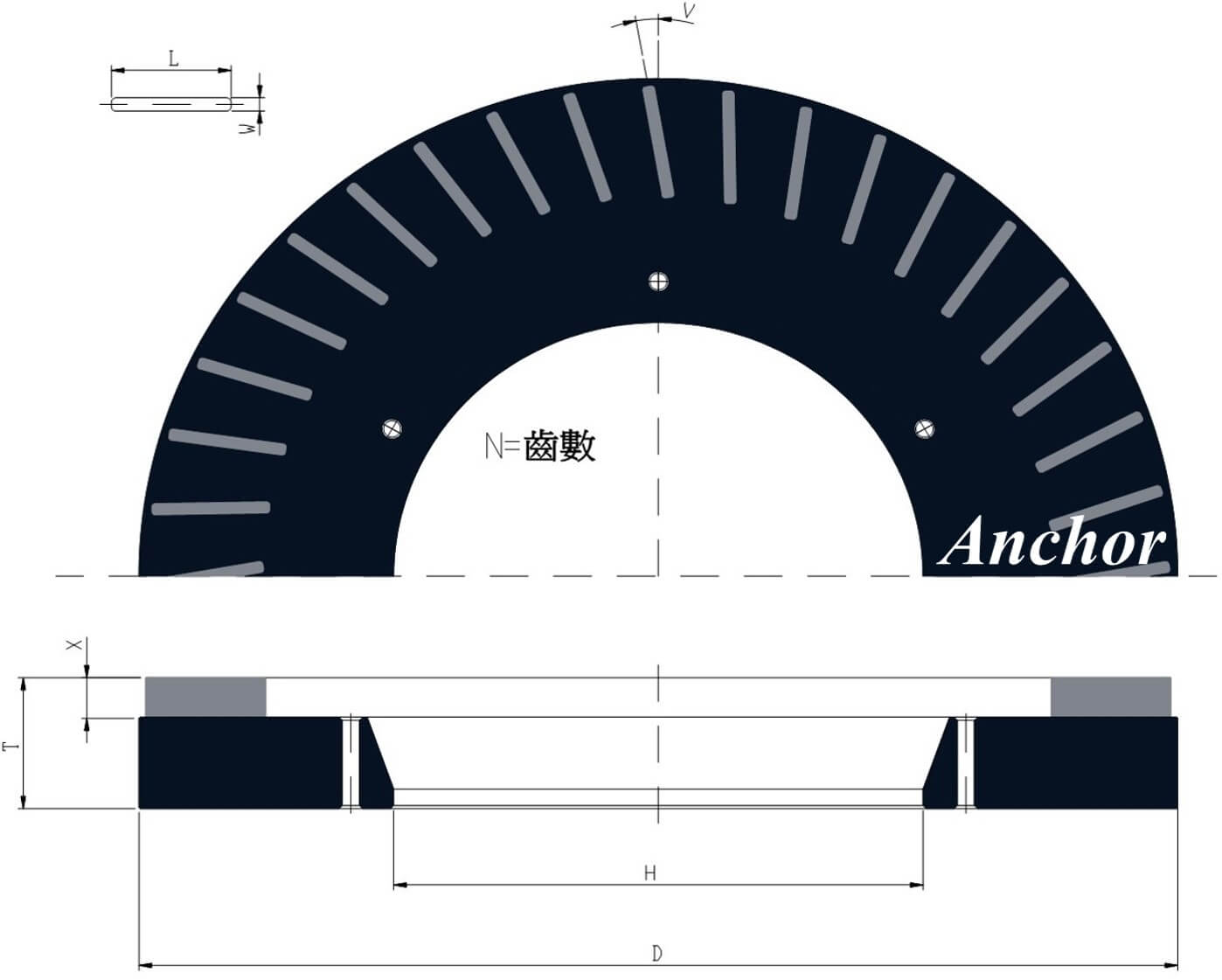
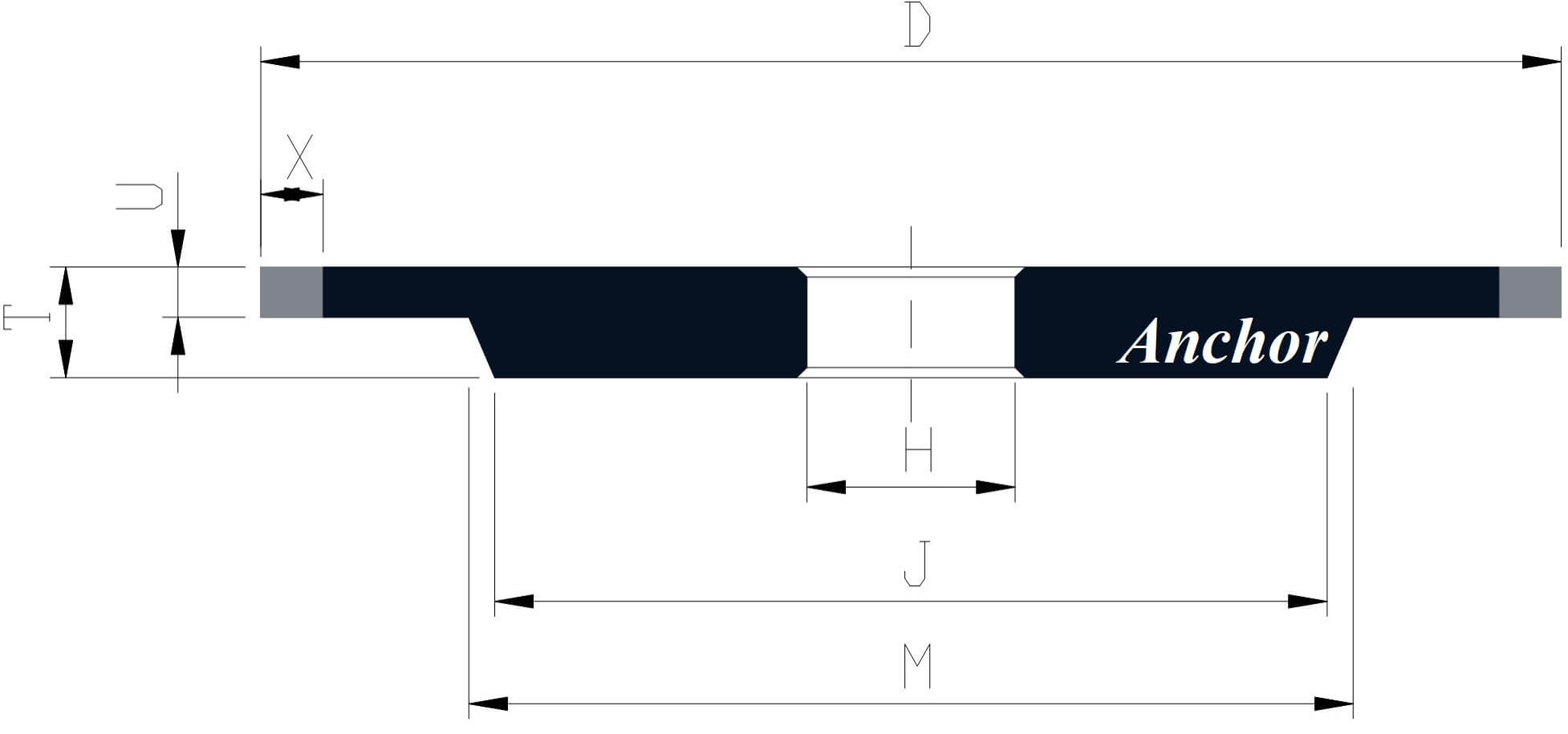
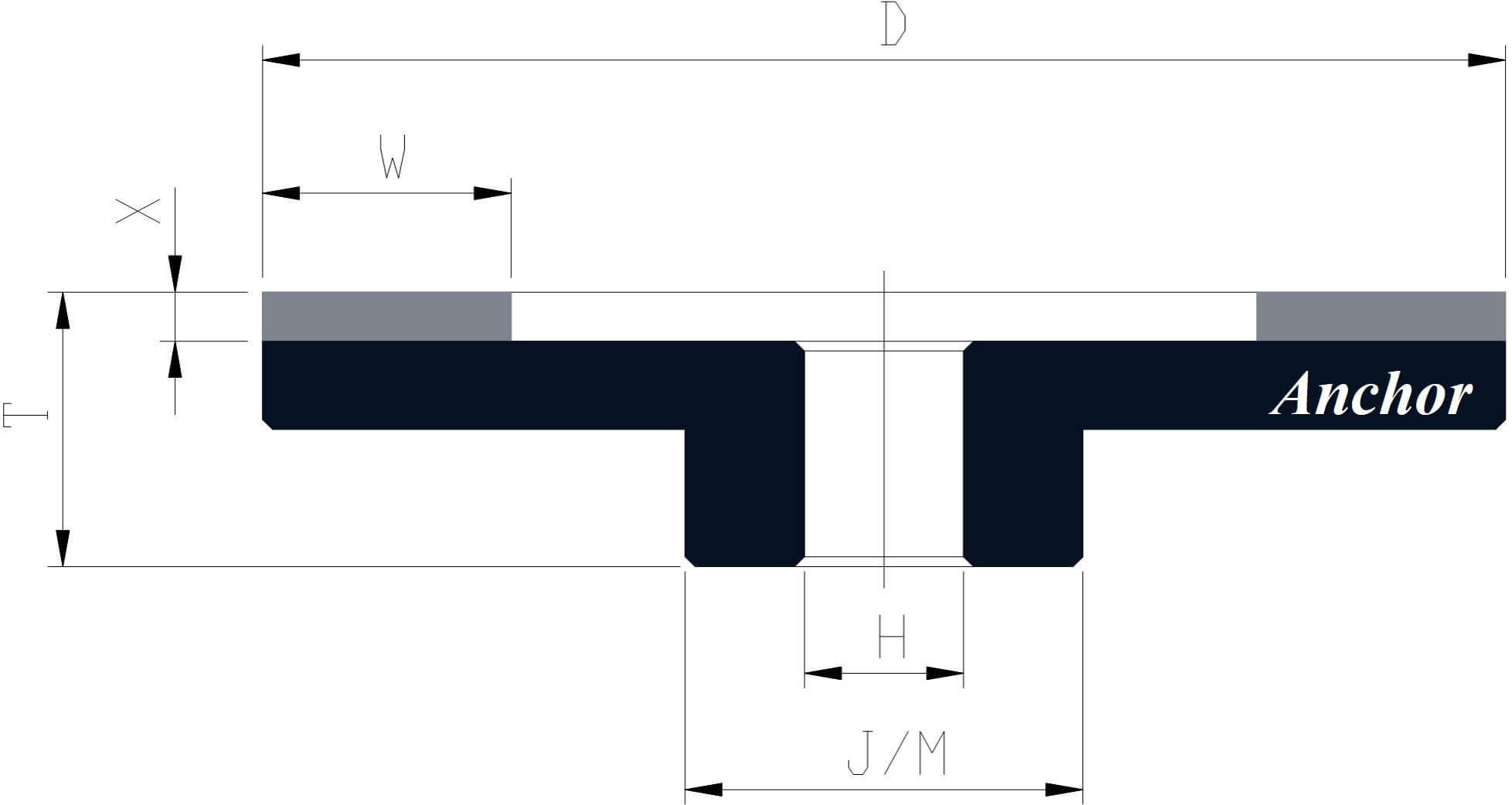
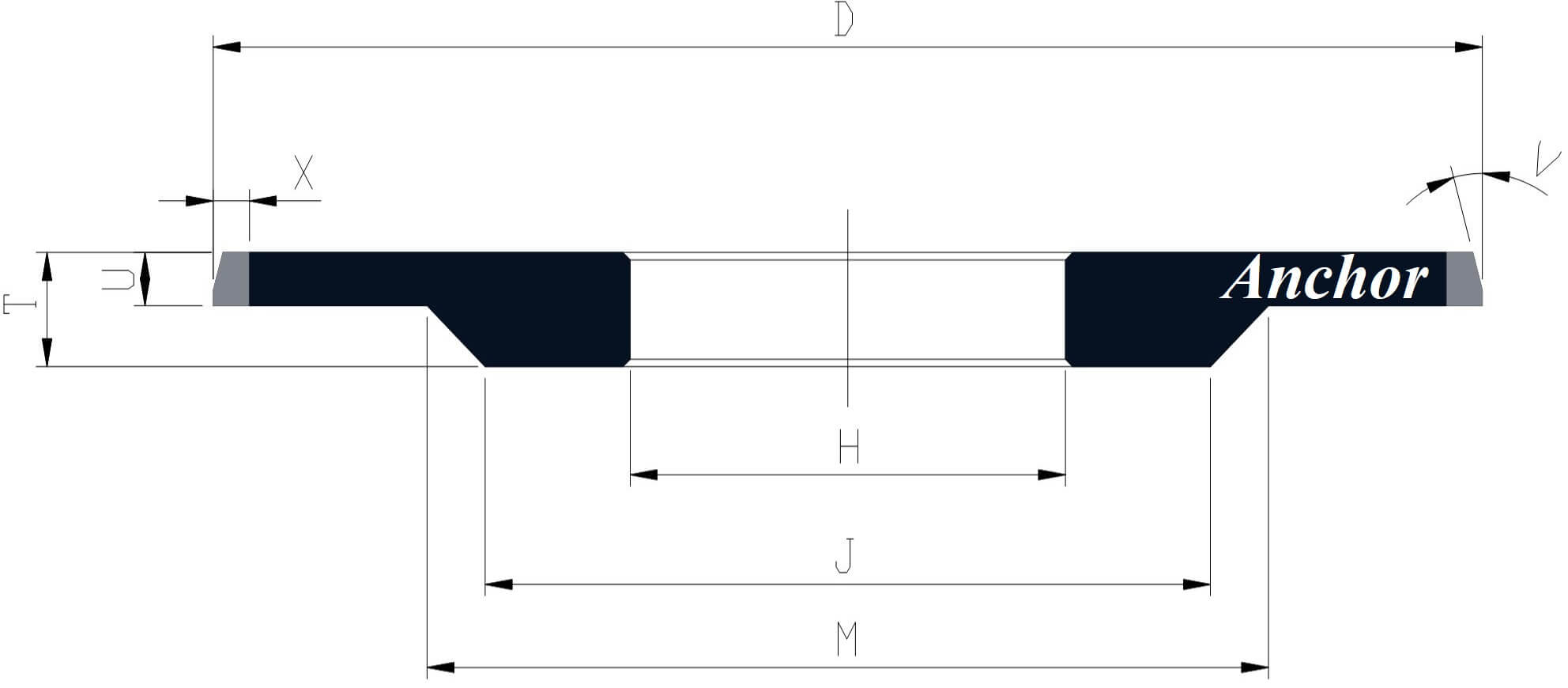
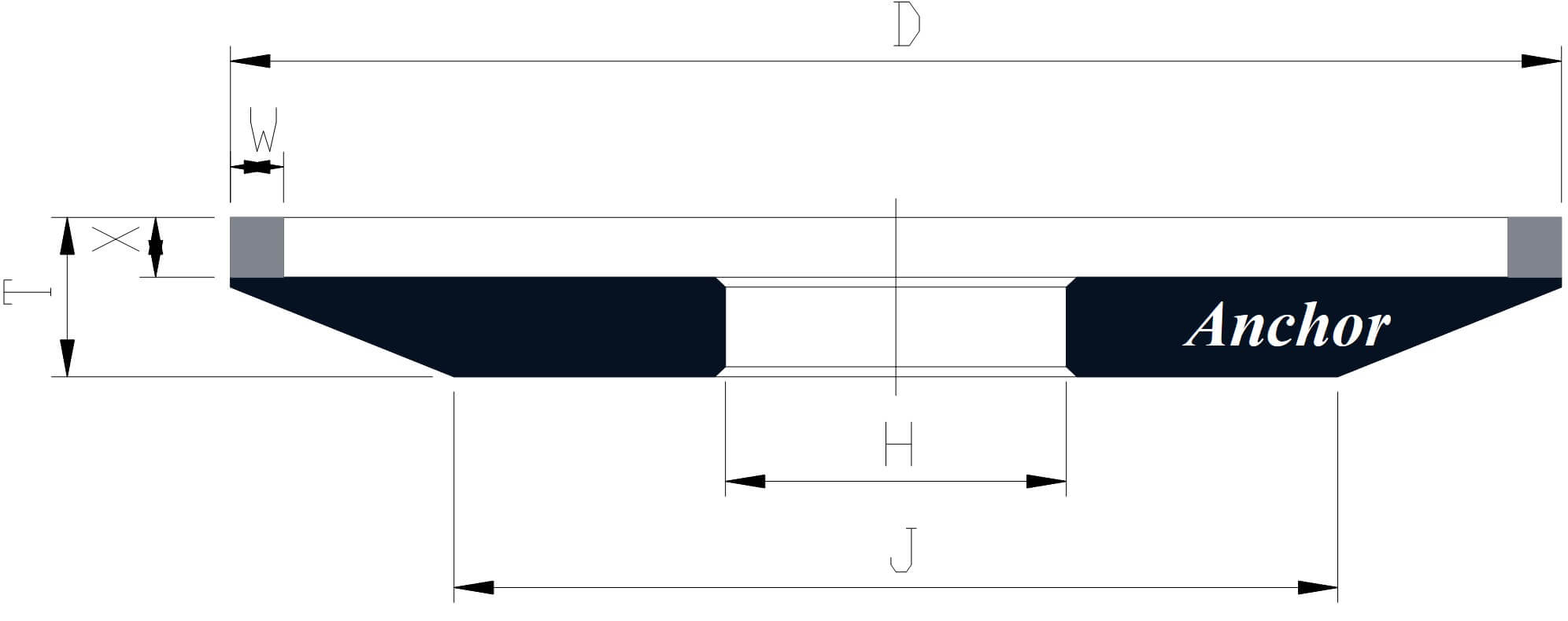
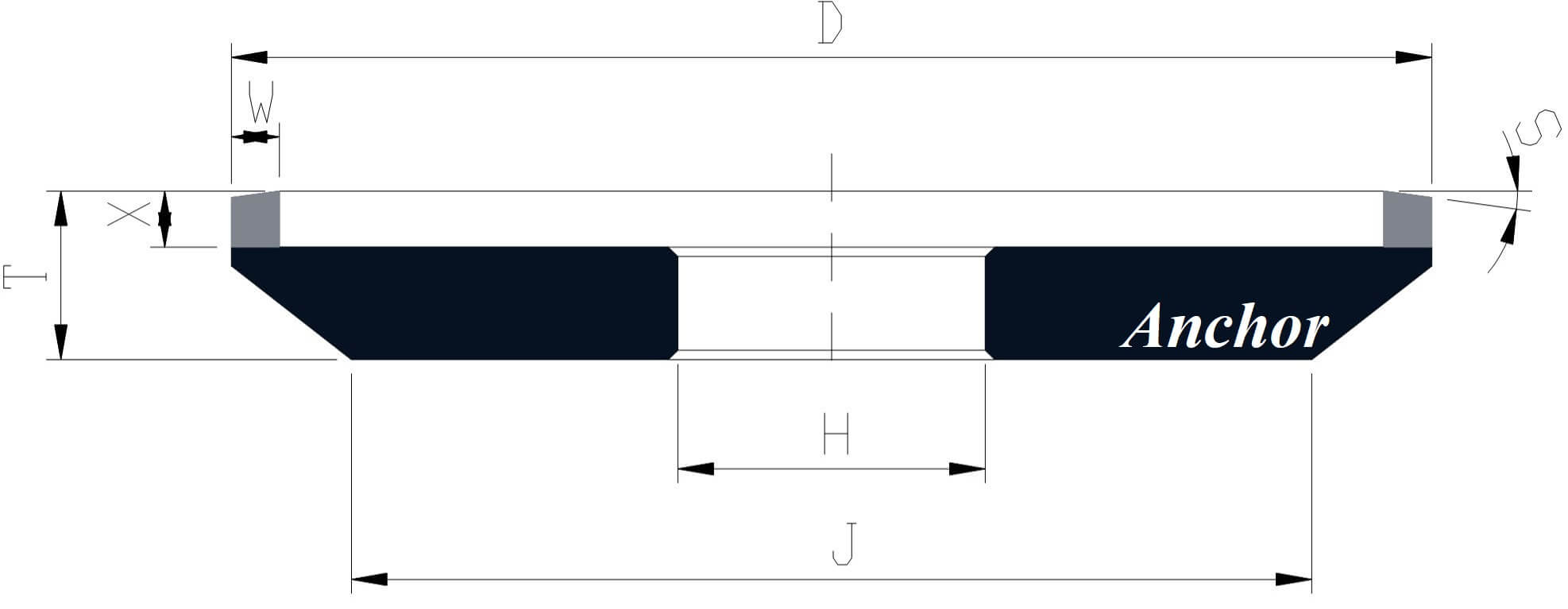
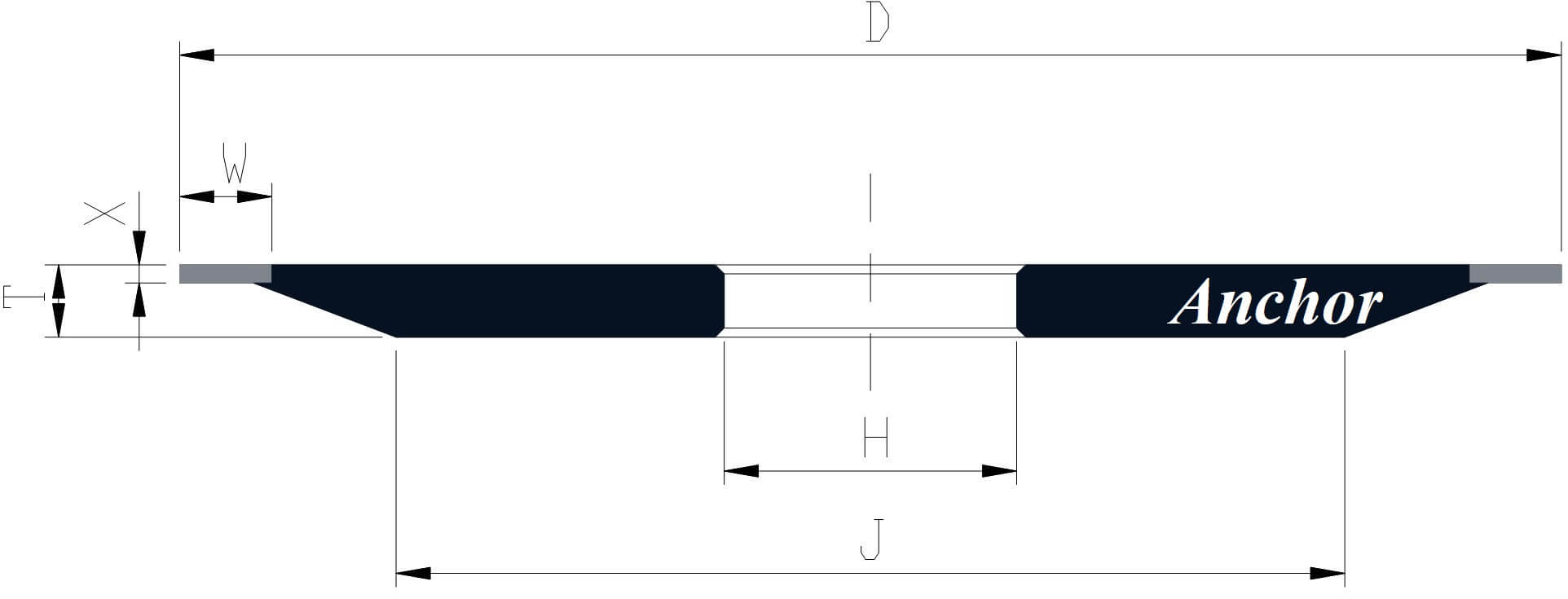
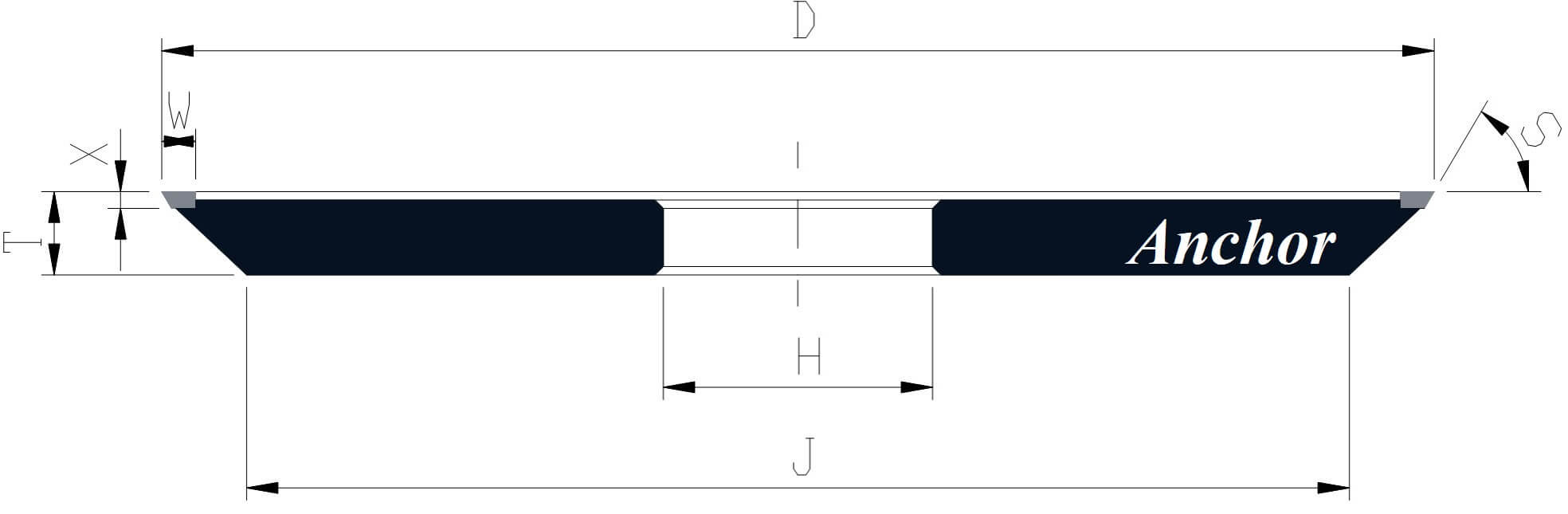
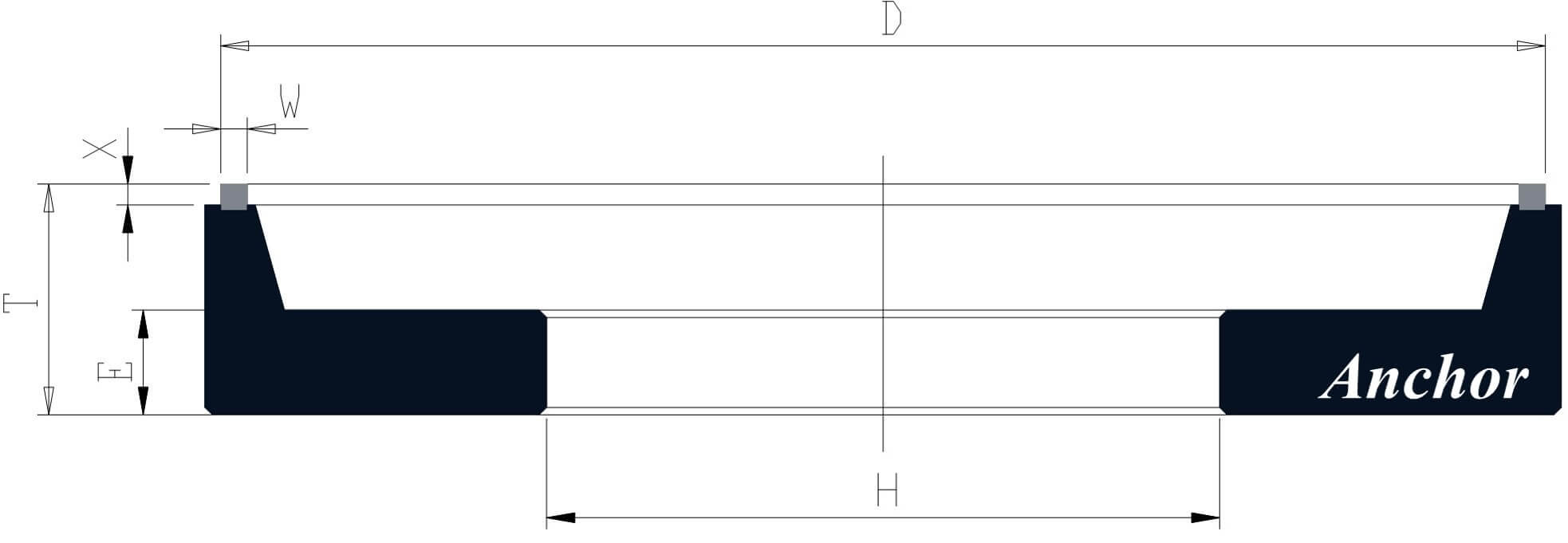
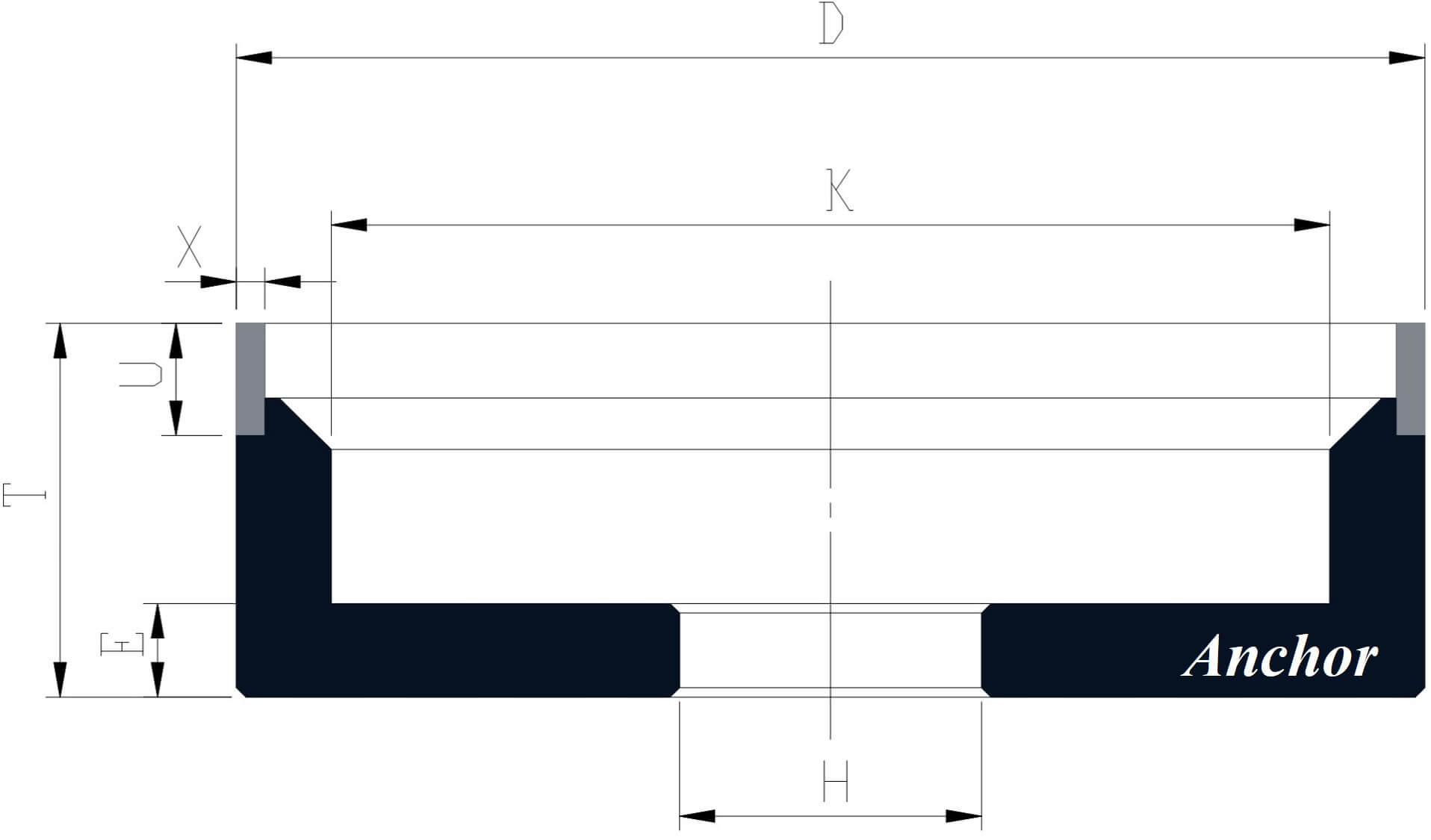
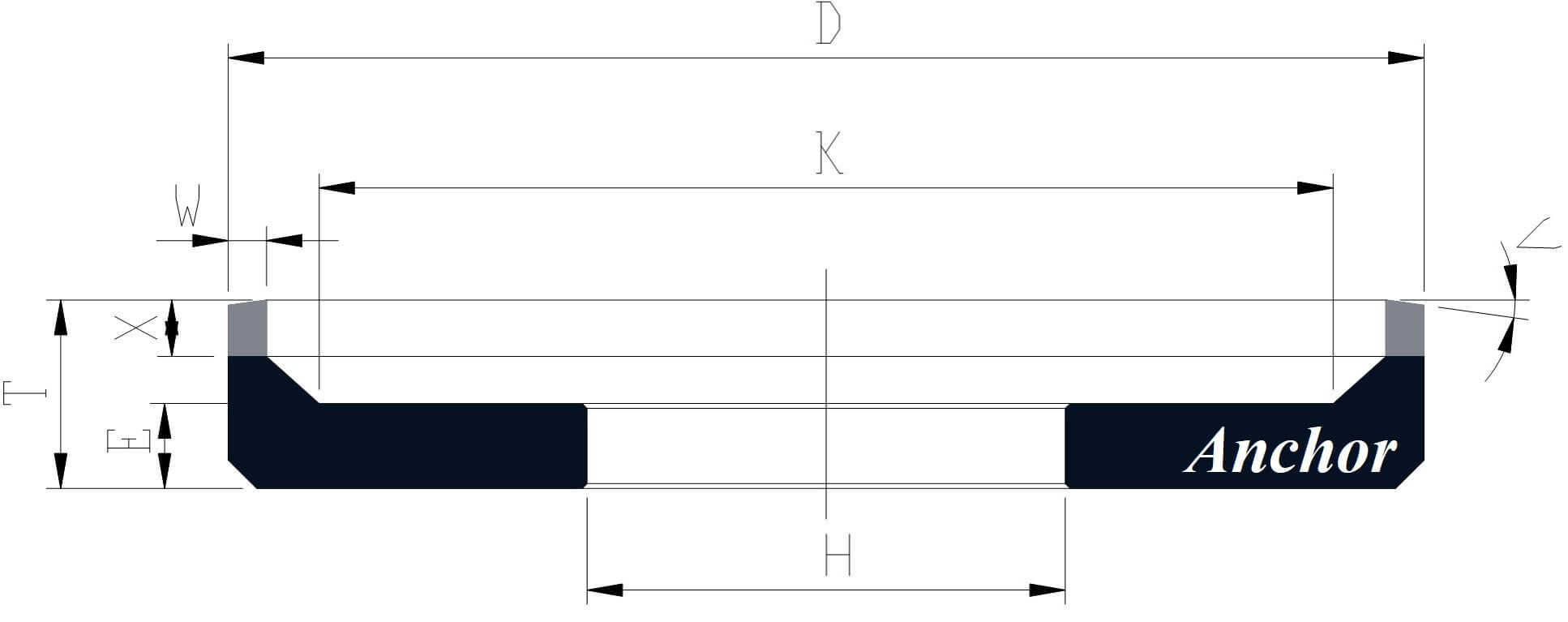
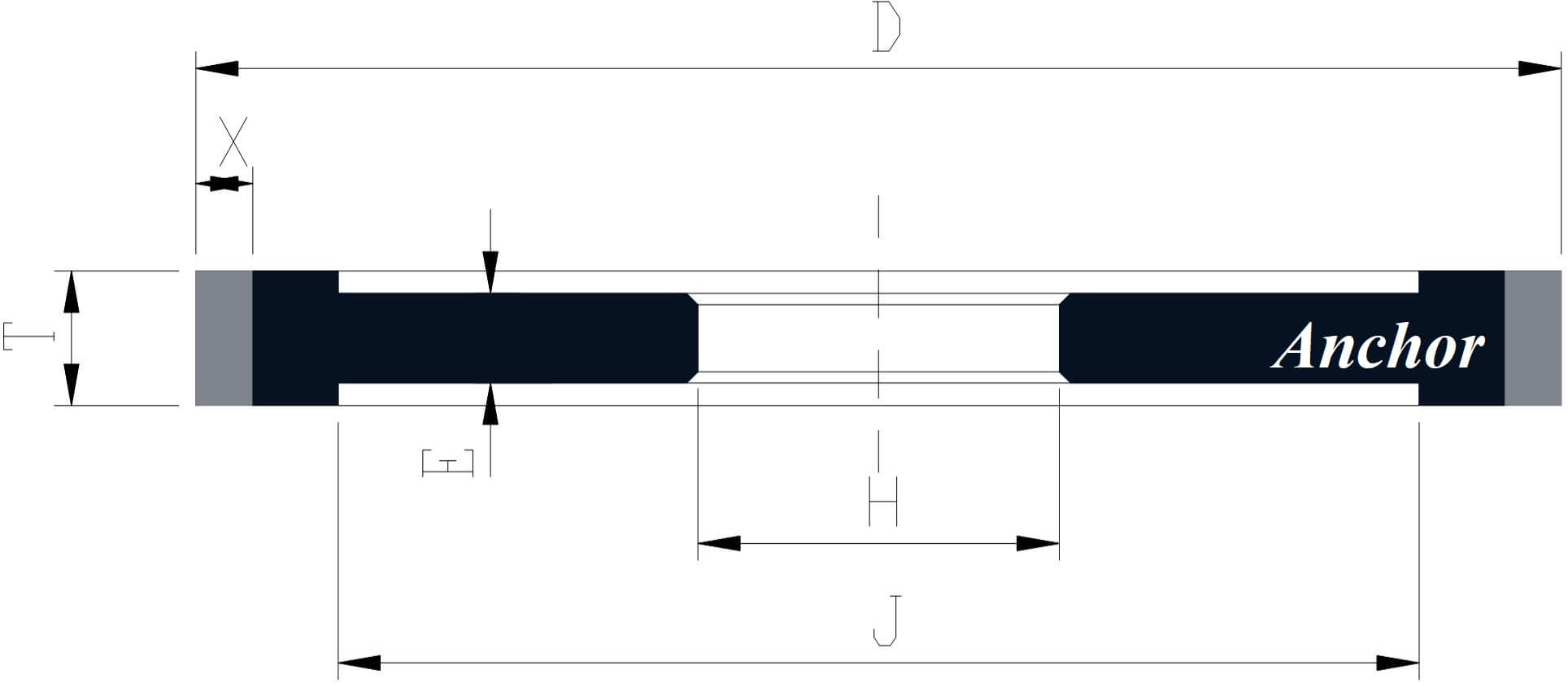
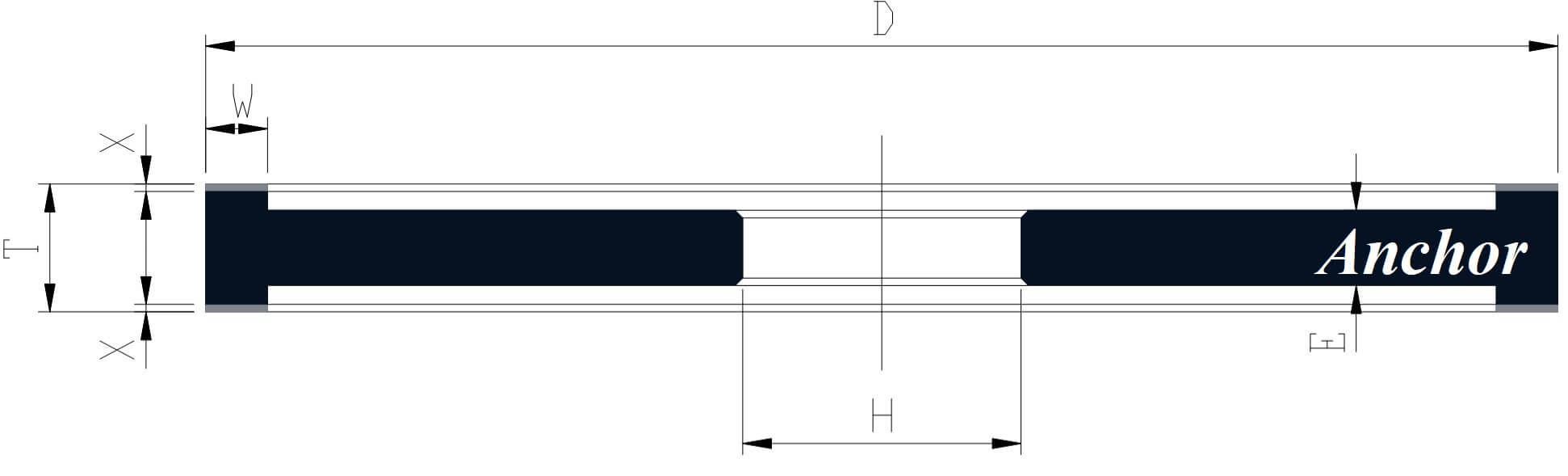
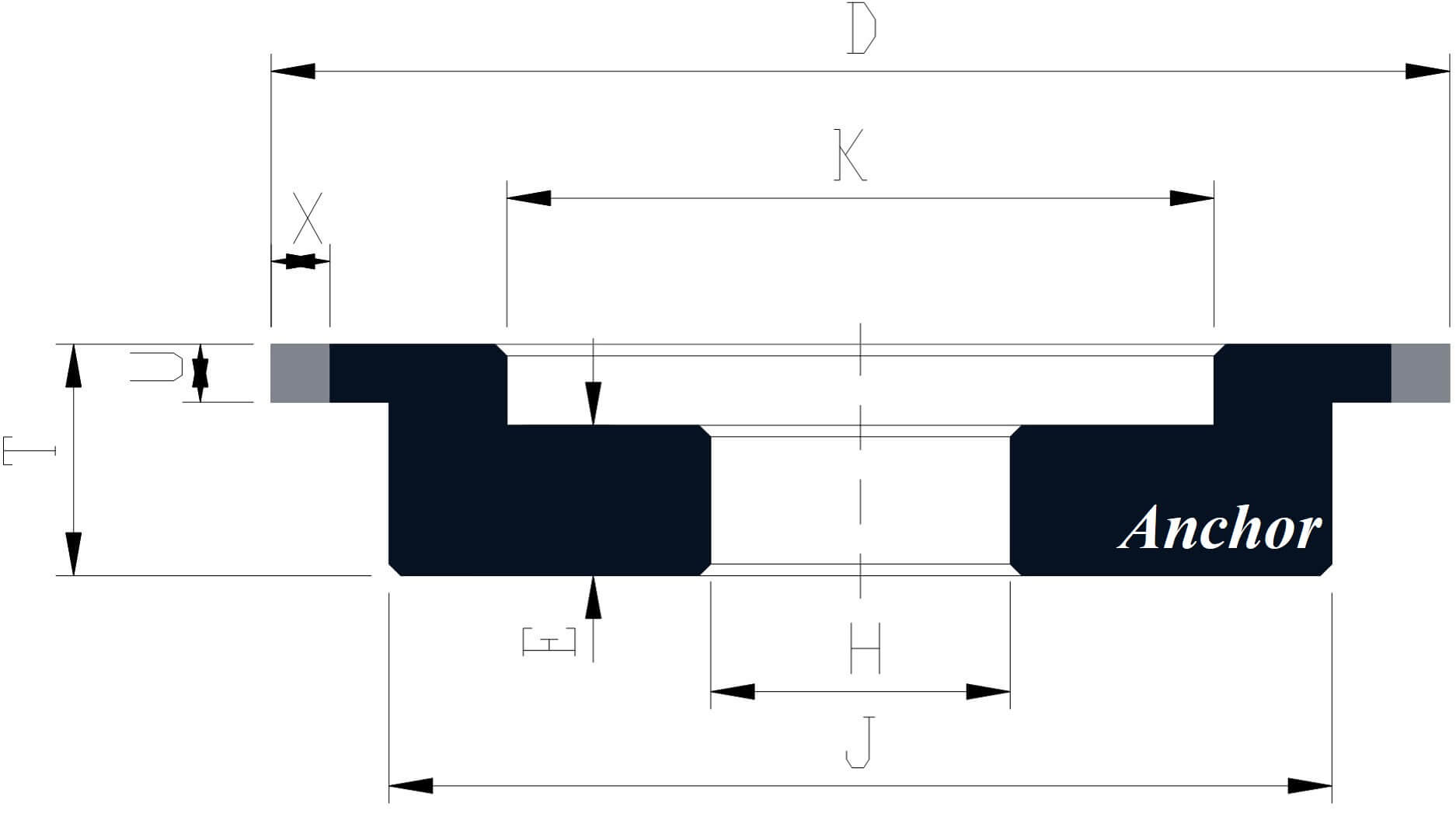
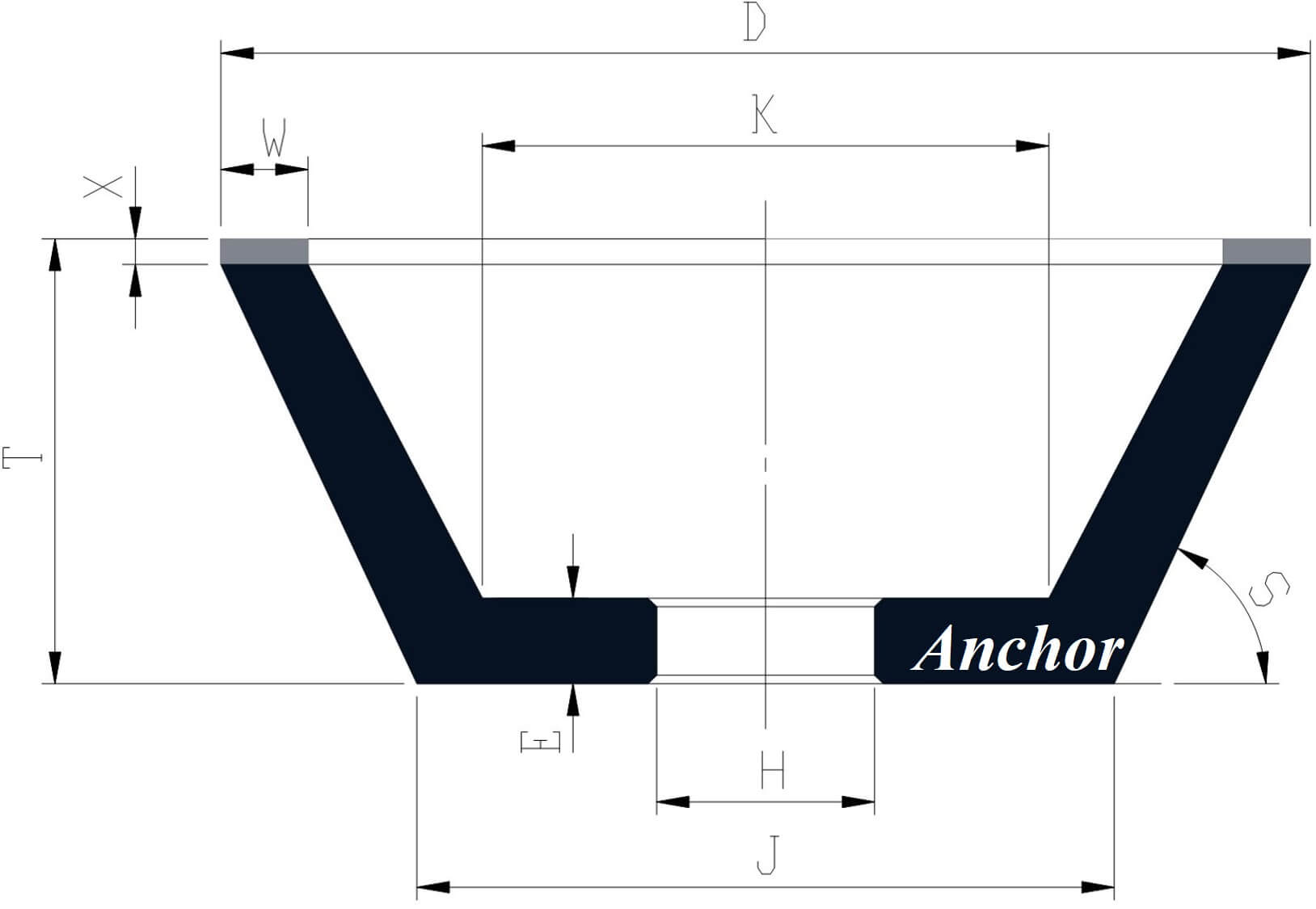
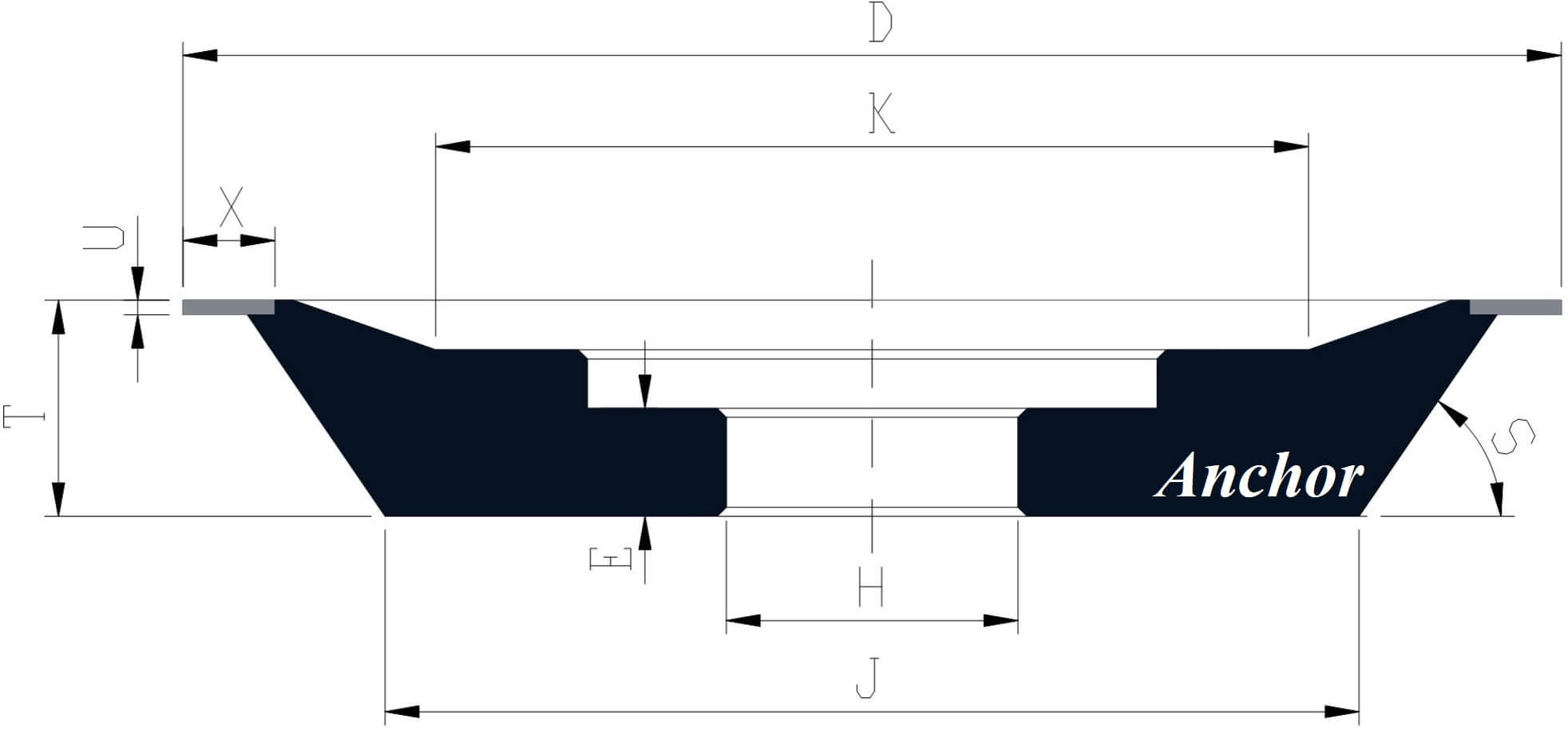
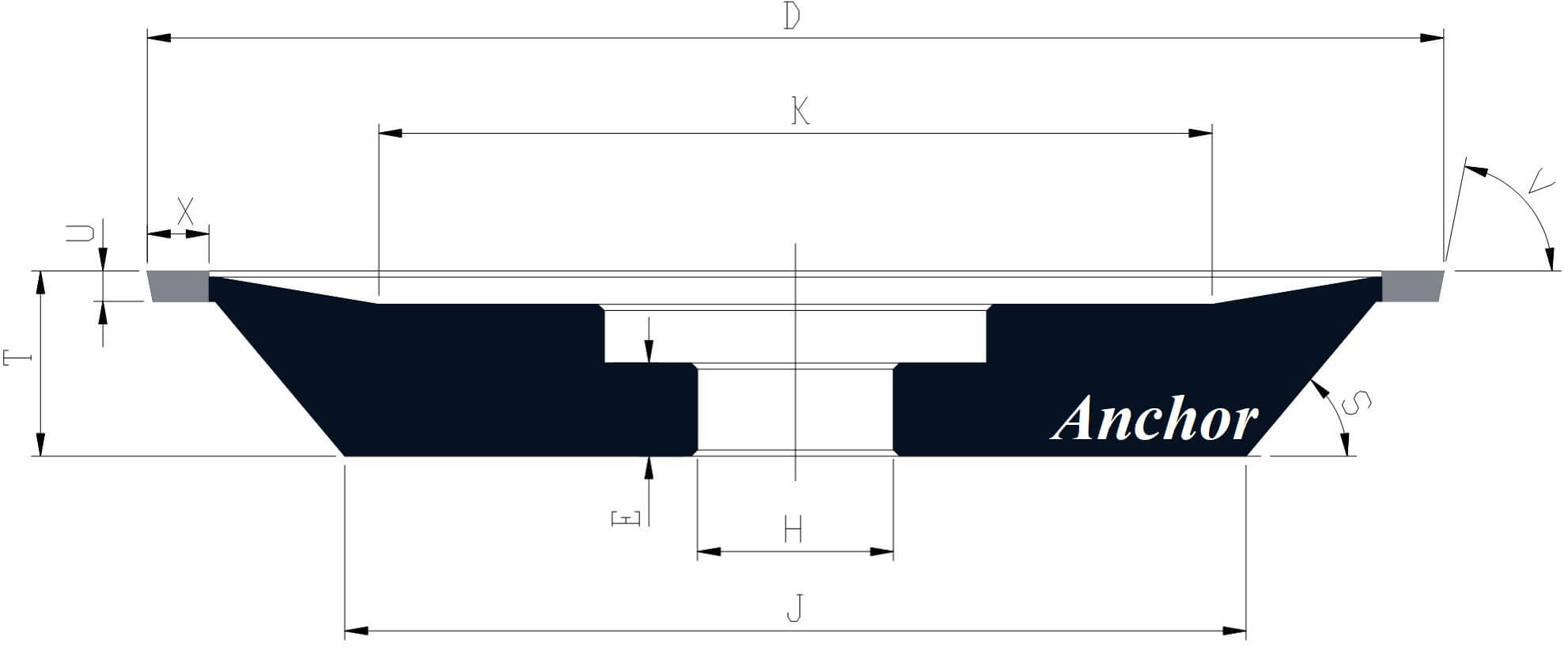
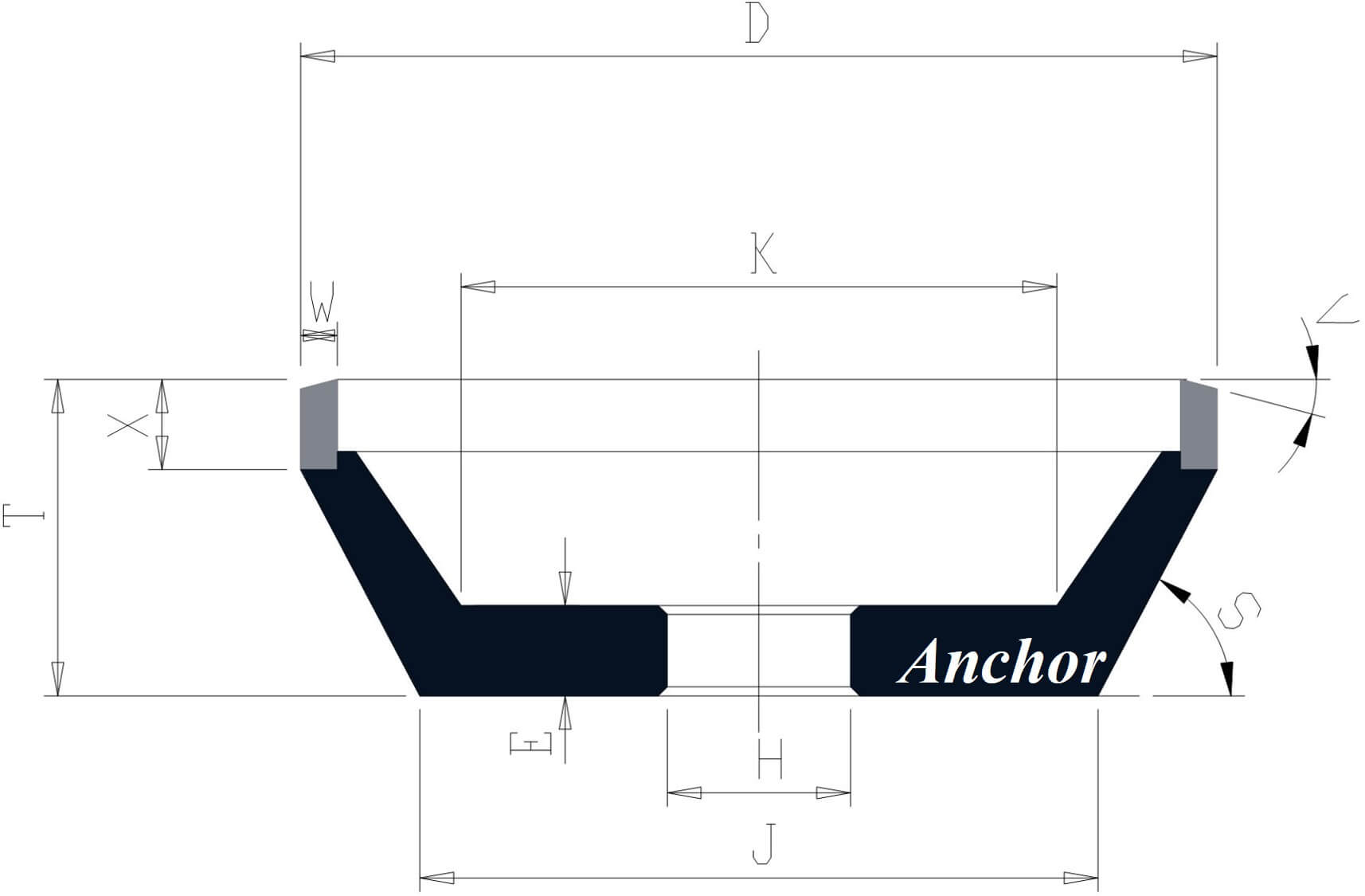
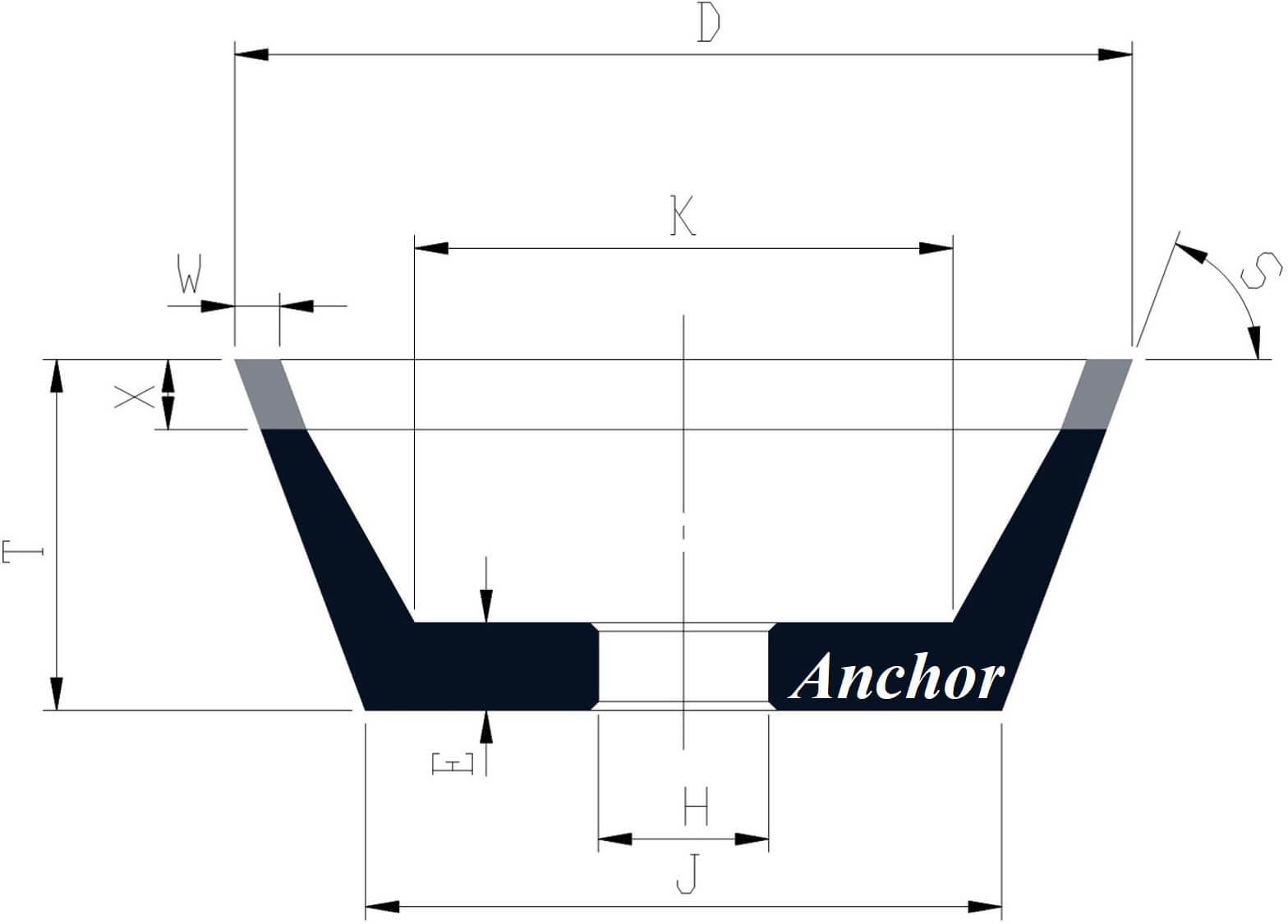
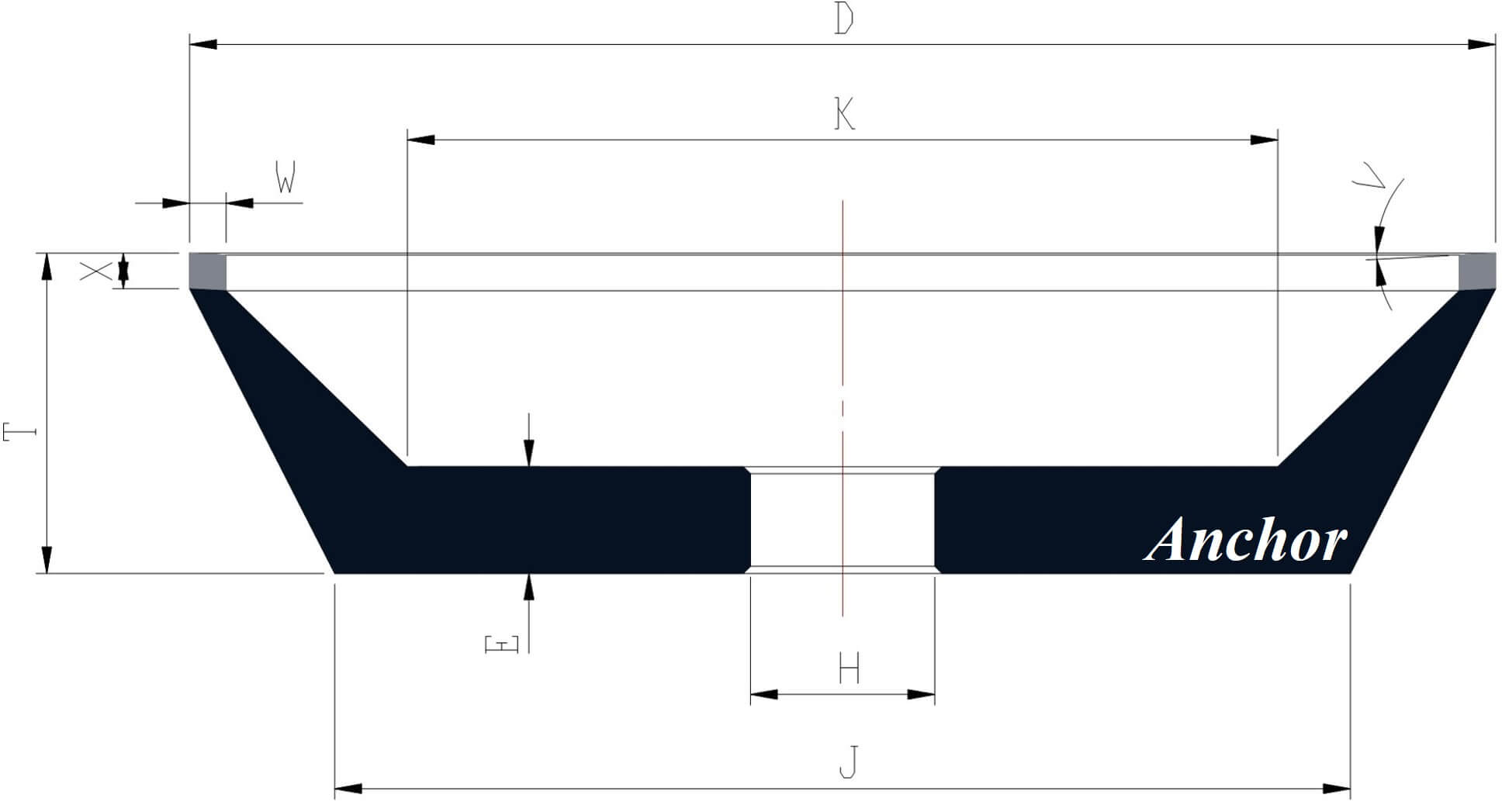
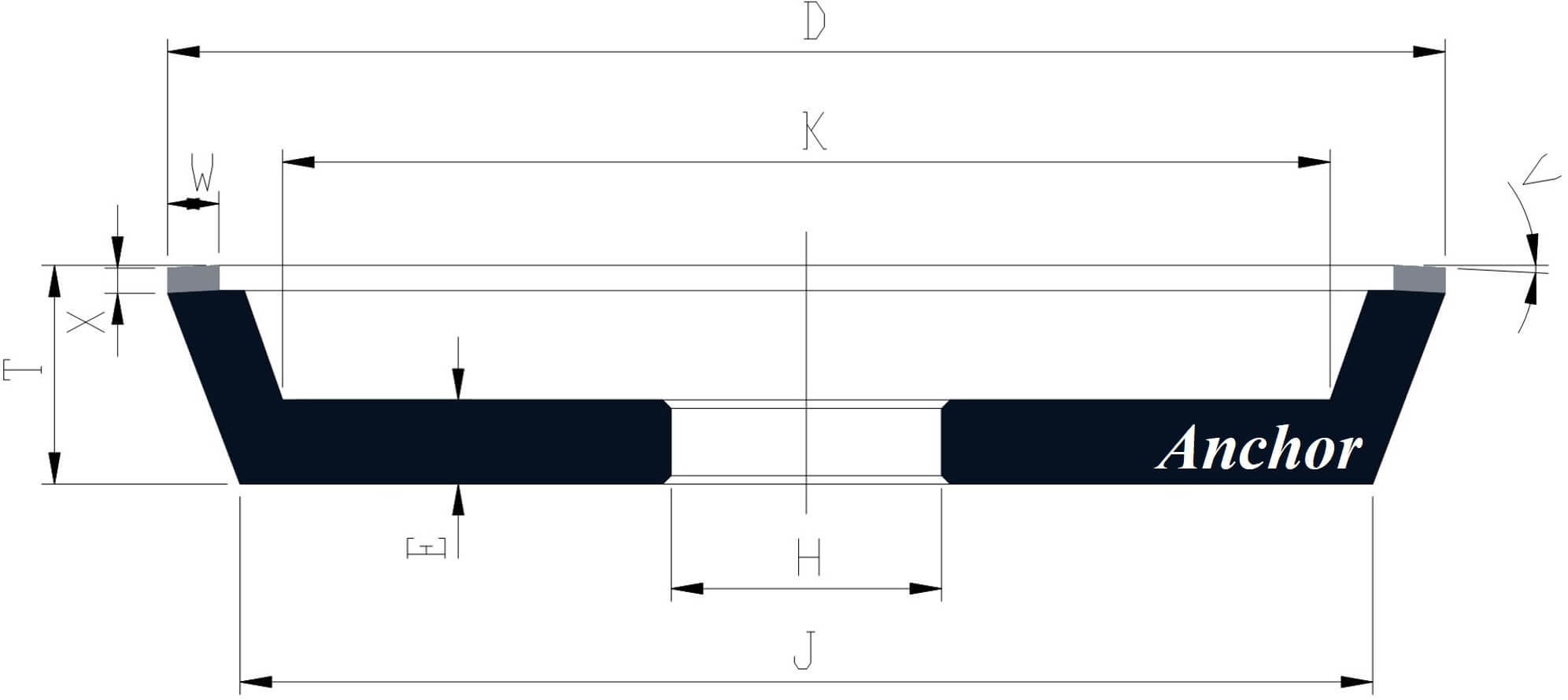
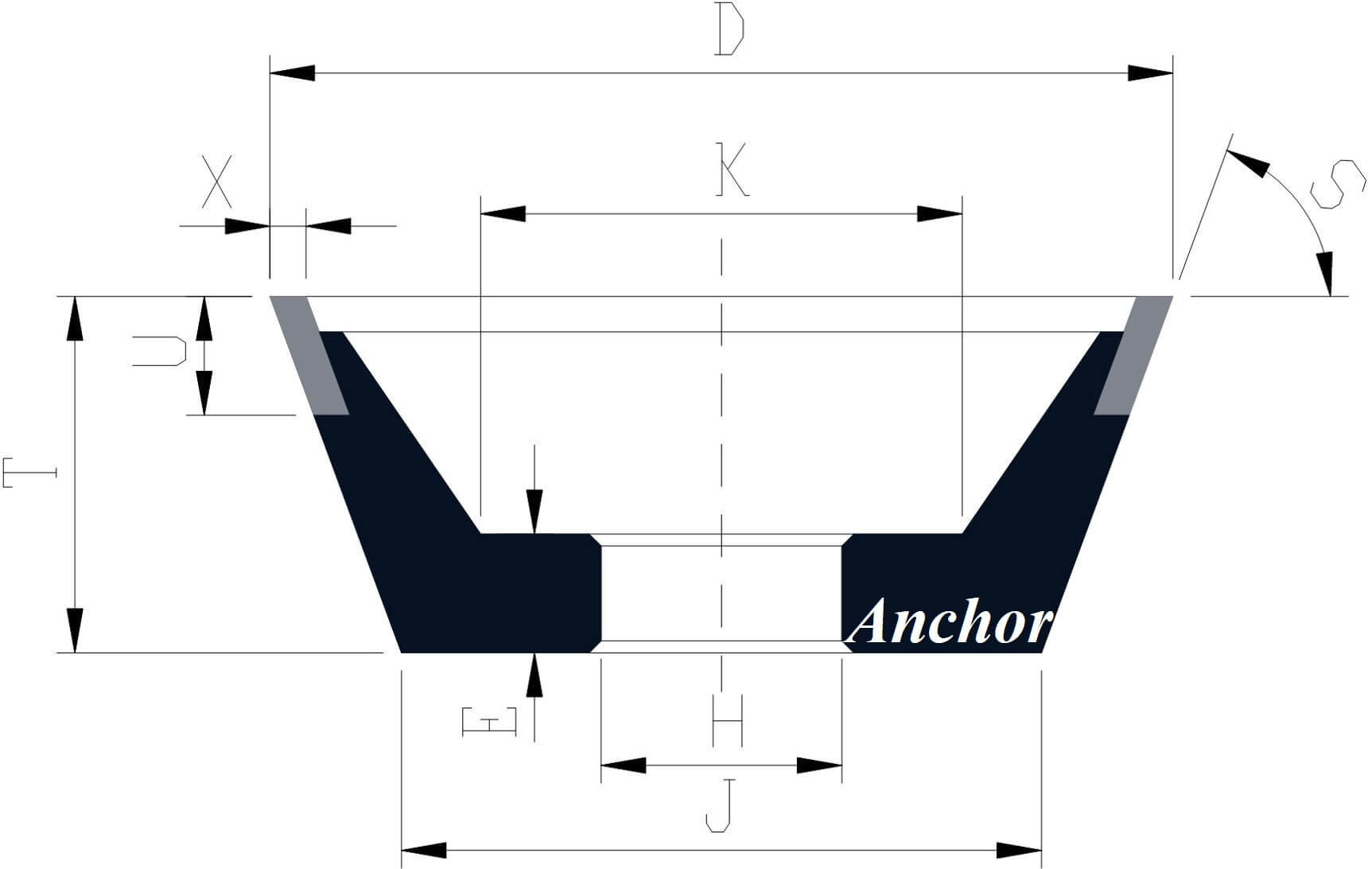
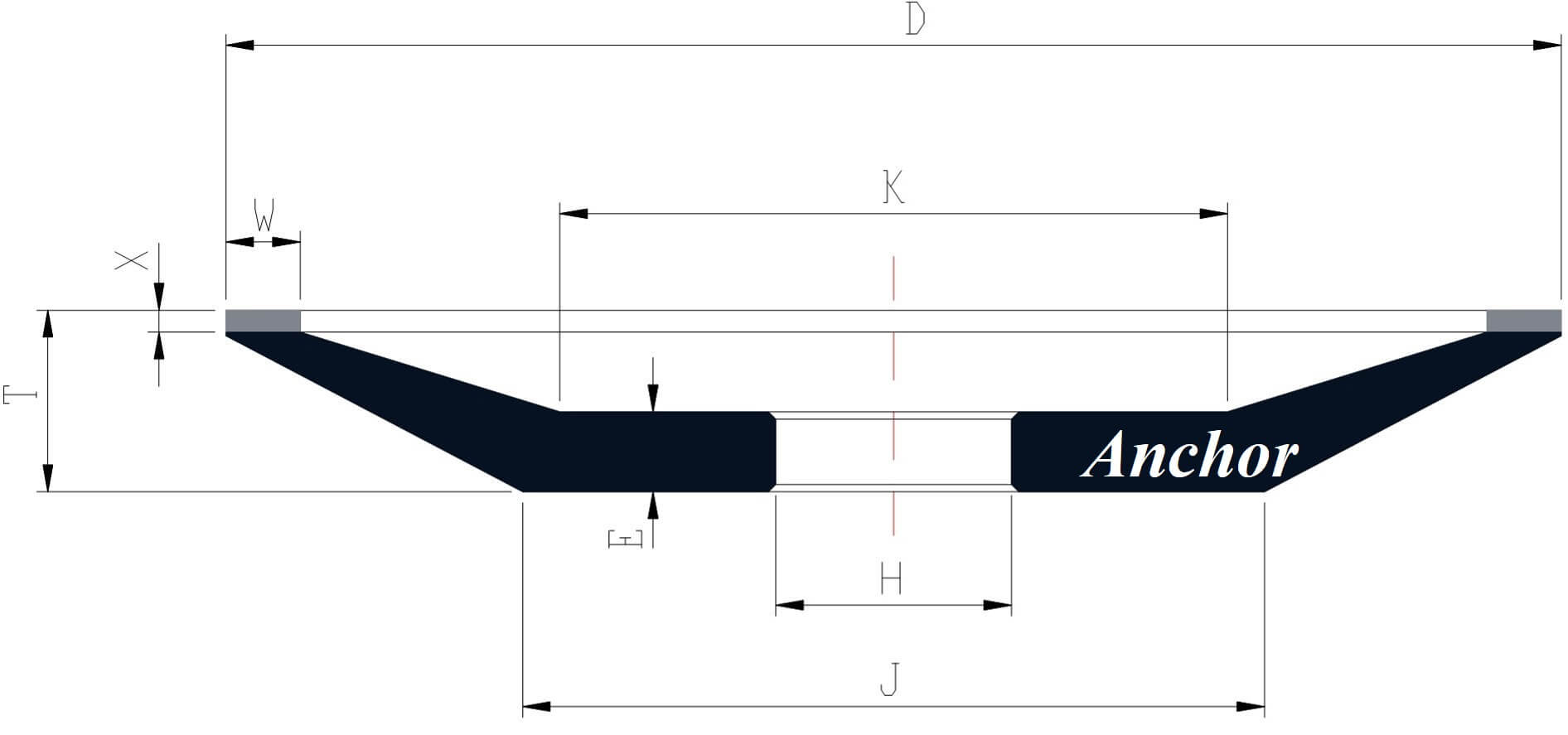
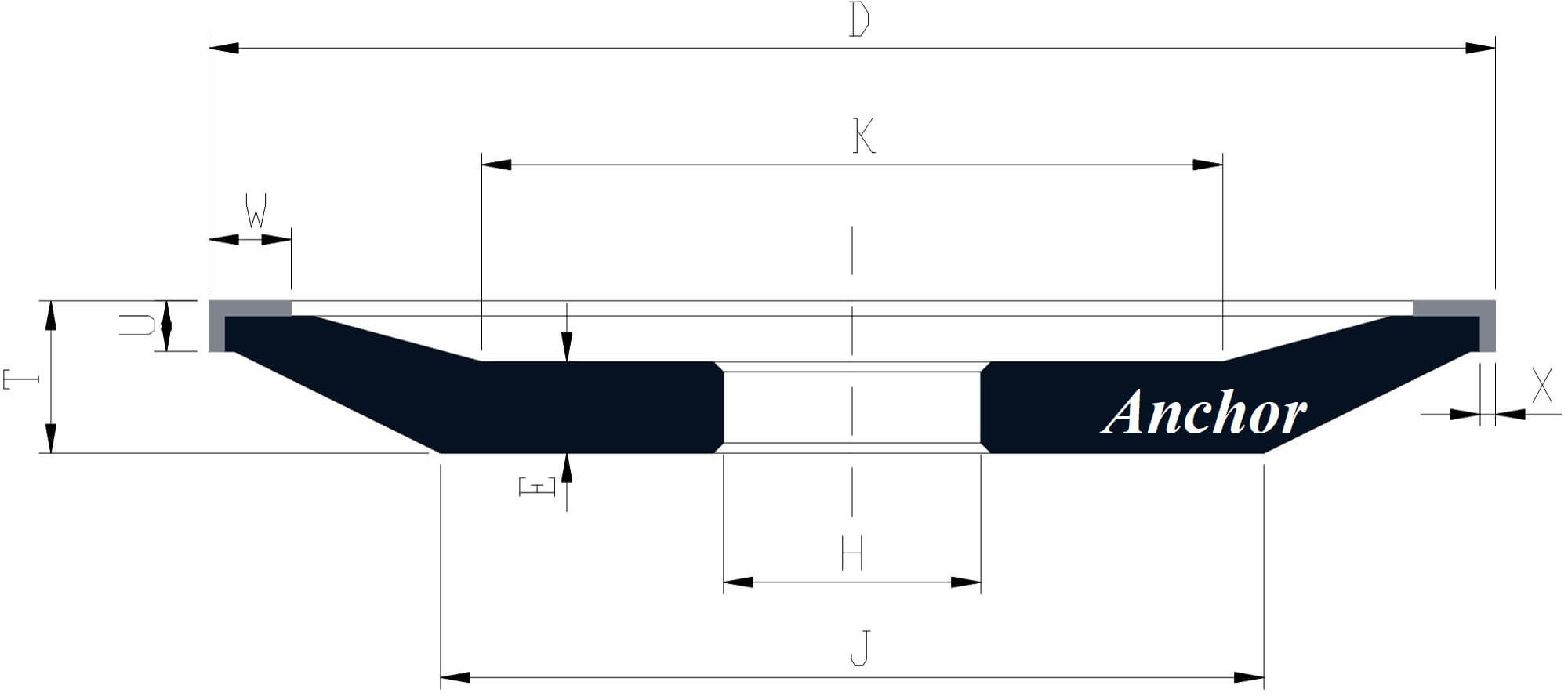
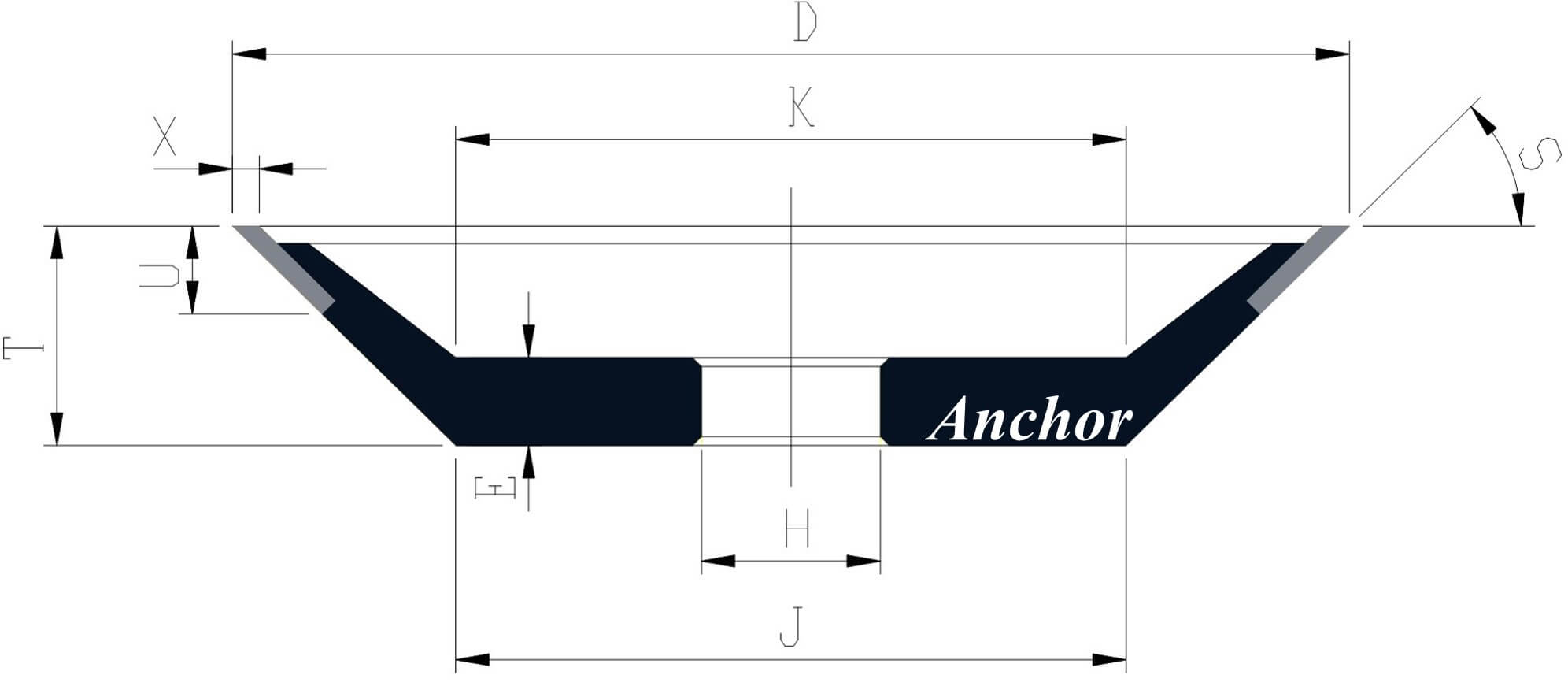
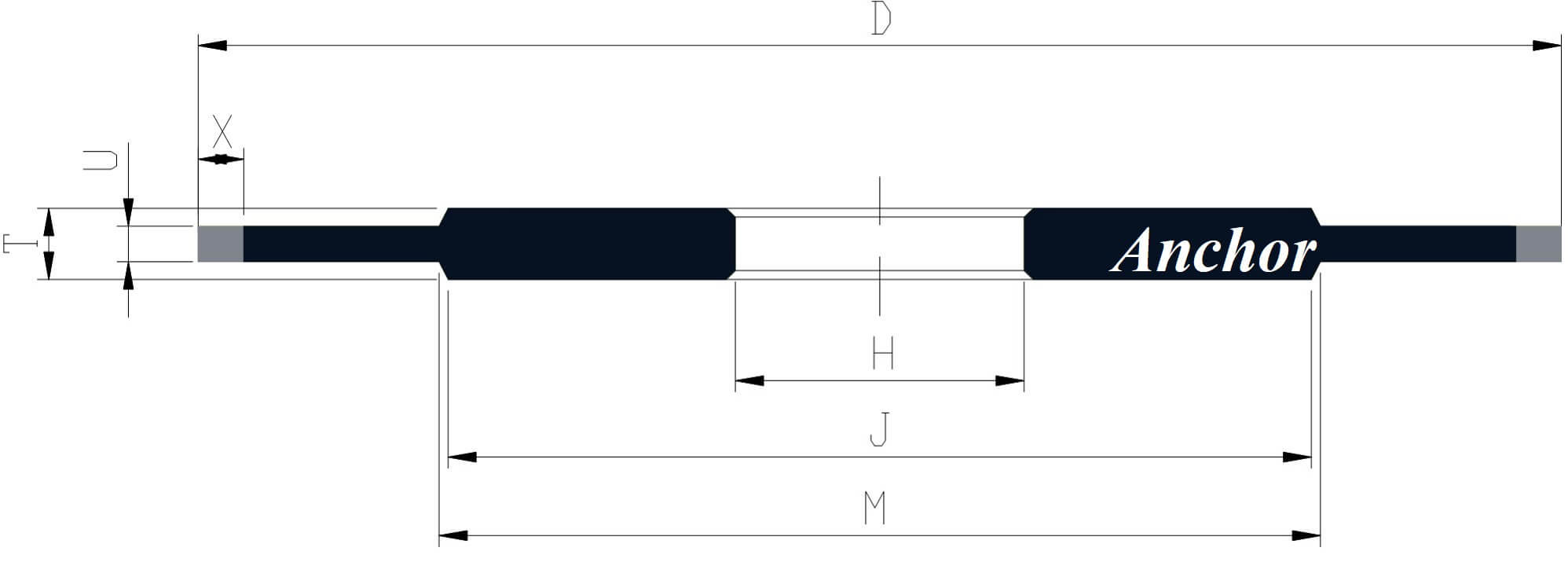
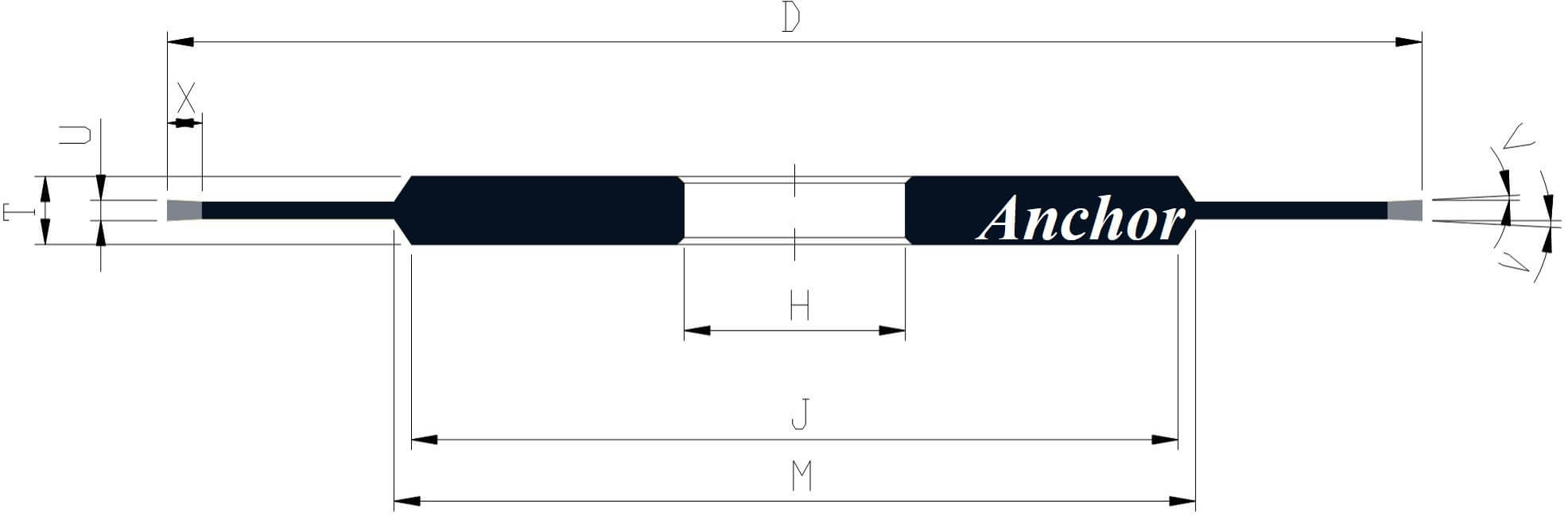
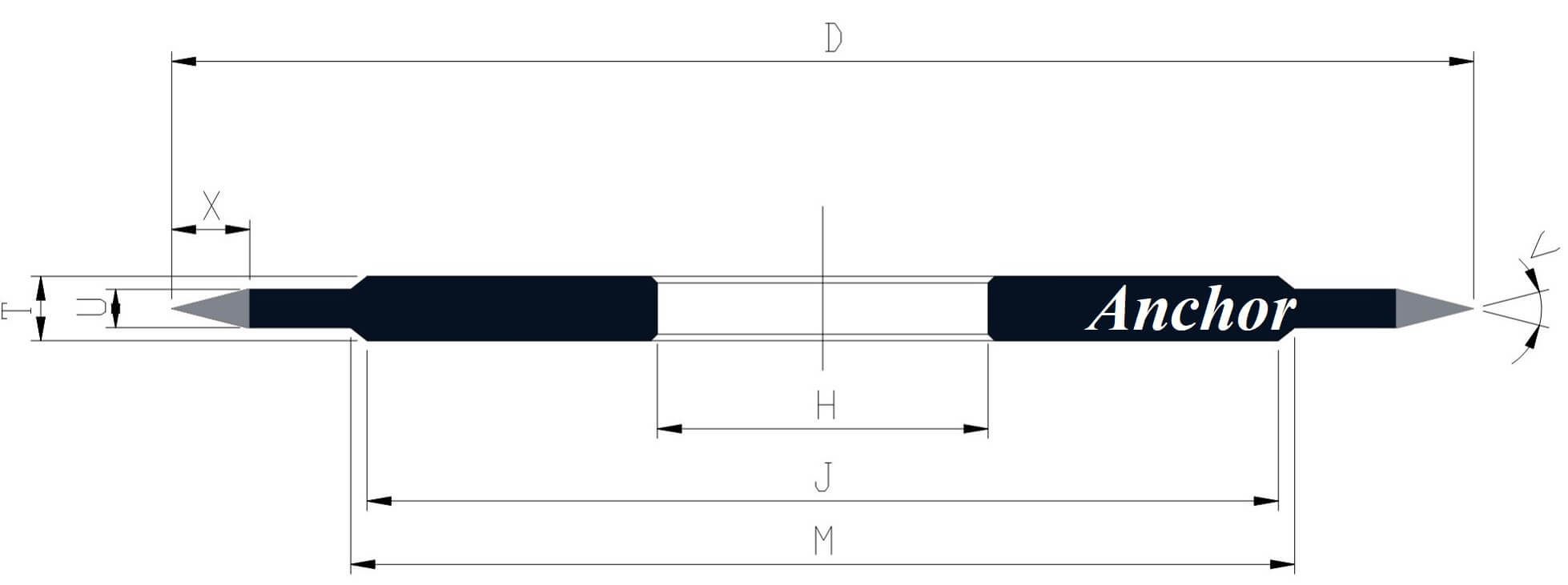
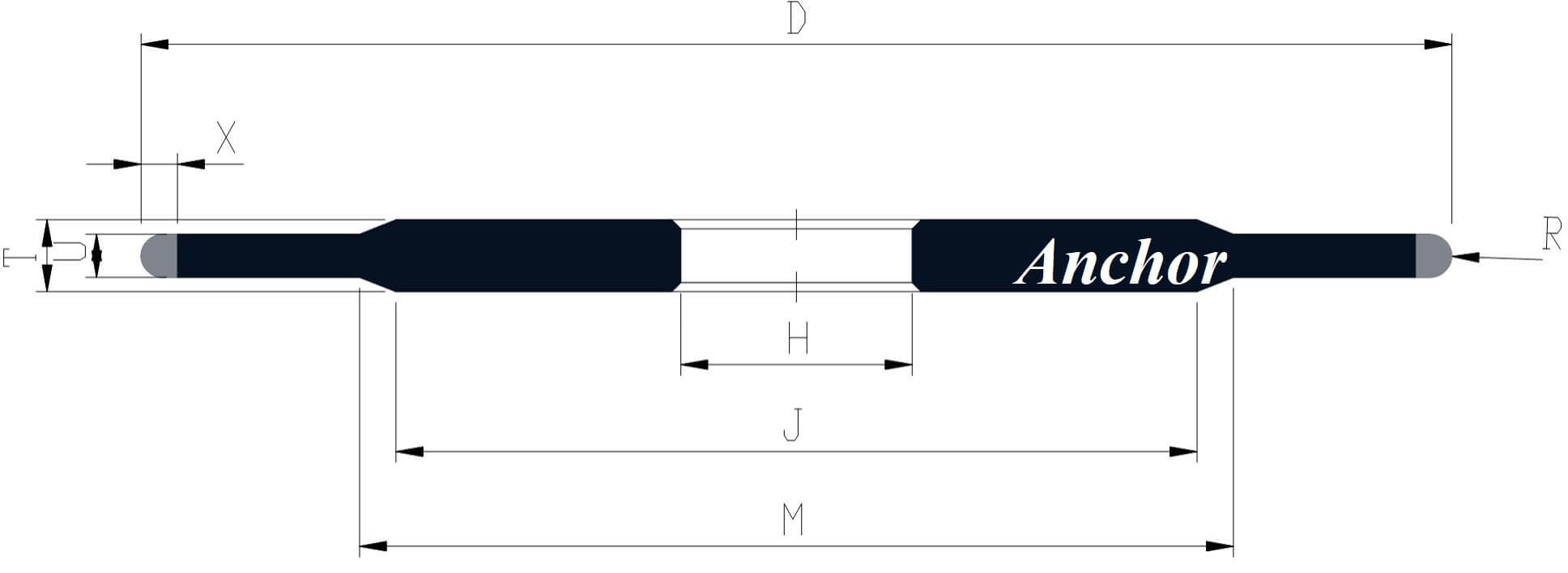
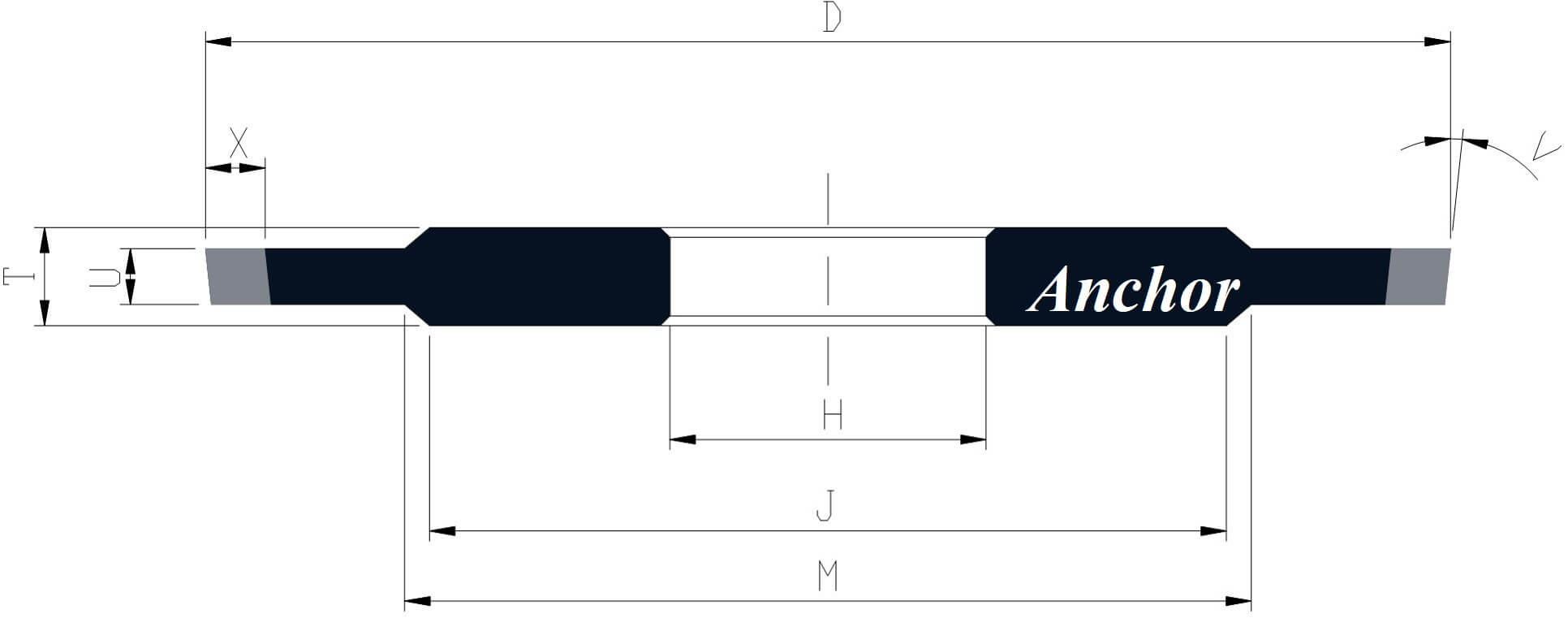
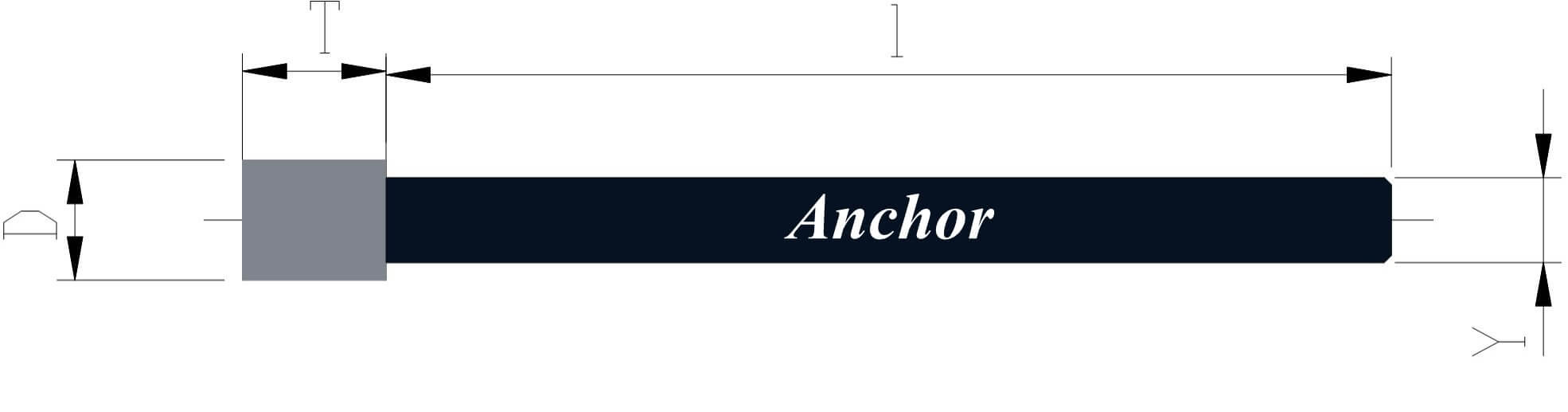
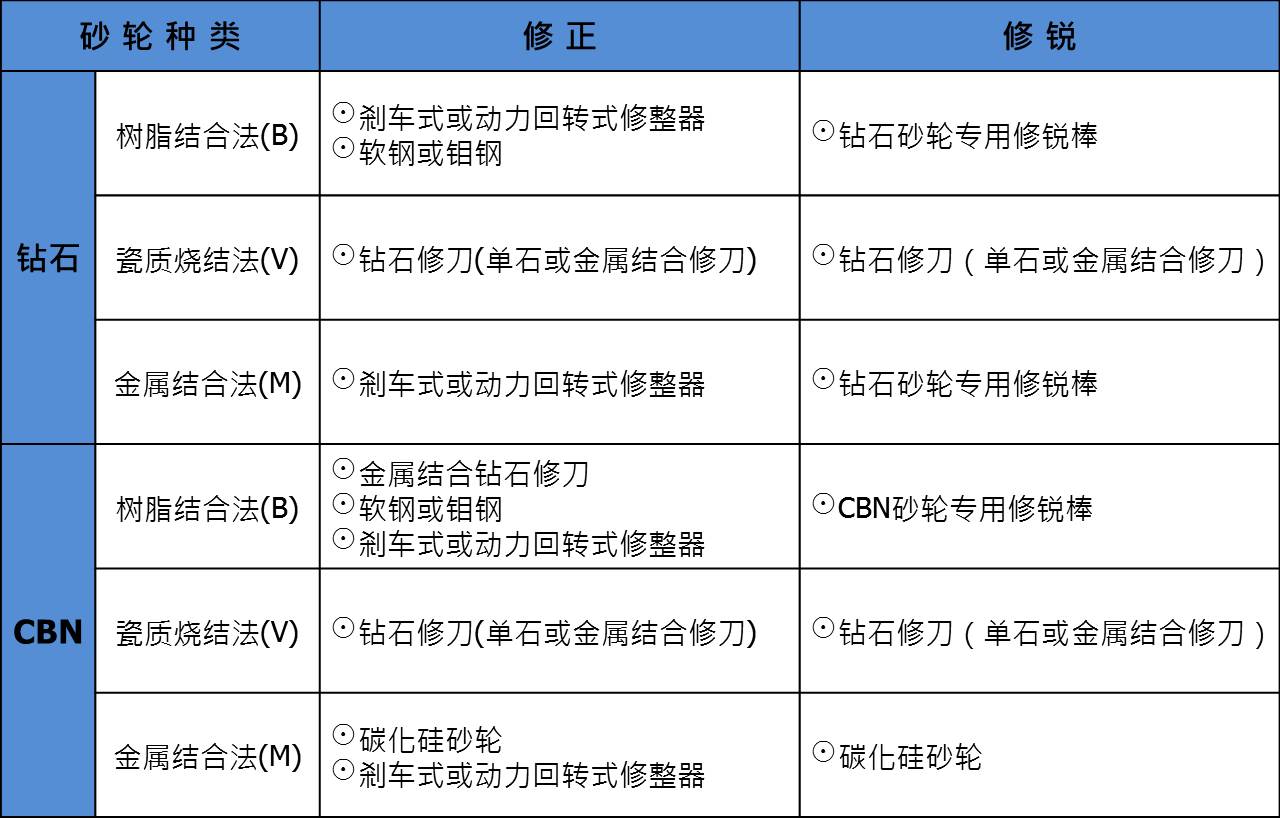
系利用结合剂将钻石粉末(或CBN粉末)固定作为工具使用者,是钻石磨轮、钻石研磨轮的总称。
碳化钨碳化物工具陶金陶瓷铸铁铁氧磁体(Ferrite)玻璃、强化玻璃纤维石英、矽晶、水晶、宝石石材水泥、混凝土、沥青磁砖、罗浮磁砖塑胶、橡胶石棉、耐火材料
高速钢工具钢合金工具钢轴承钢不锈钢铬钢热处理钢特殊合金钢耐热钢特殊铸铁铝镍钴(Alnico)英高镍(Inconel)钛合金
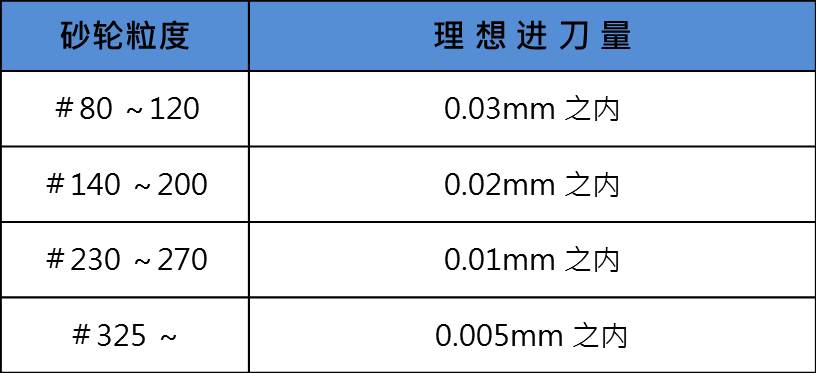
a.机械方面(1)精密的心轴(2)良好的机台刚性(3)足够的工作马力(4)稳定的回转速度及推进速度b.砂轮安装(1)砂轮孔与机械心轴是H6契合度(2)缘摆在0.01mm之内,面摆在0.02mm之内(3)完美的真圆度
在可能范围内采用湿式研磨为宜(若不得已,加喷雾或空气吹送),因研磨液对研磨加工面粗度、表面精度、砂轮锐利性及砂轮寿命都有很大的影响。